
هر قطعه ای پیش از شروع عملیات پرینت سه بعدی باید طراحی شود. طراحی مدل های سه بعدی در نرم افزار های CADیا CAM انجام می شود و در نظر گرفتن محدودیت های تکنولوژی پرینت سه بعدی هنگام طراحی یک قطعه بسیار اهمیت دارد. اگرچه فناوری پرینت سه بعدی می تواند هر هندسه ای را ایجاد کند اما با در نظر گرفتن این محدودیت ها بیشتر هندسه ها را می توان برای چاپ کارآمدتر، بهینه کرد.
دستورالعمل های طراحی سه بعدی برای پرینت سه بعدی فیلامنت، رزین و پودر
پرینت سه بعدی فیلامنت
اگرچه تکنیک های پرینت سه بعدی FDM/FFF هنوز هم در دسترس ترین روش پرینت سه بعدی است، محدودیتهای طراحی بیشتری نسبت به سایر فناوری های پرینت سه بعدی دارد. مهمترین ملاحظات در هنگام طراحی برای پرینت سه بعدی با فیلامنت، چسبندگی به بستر، جا به جایی لایه ها، ویژگی های نازک و اتصال لایه ها می باشد.
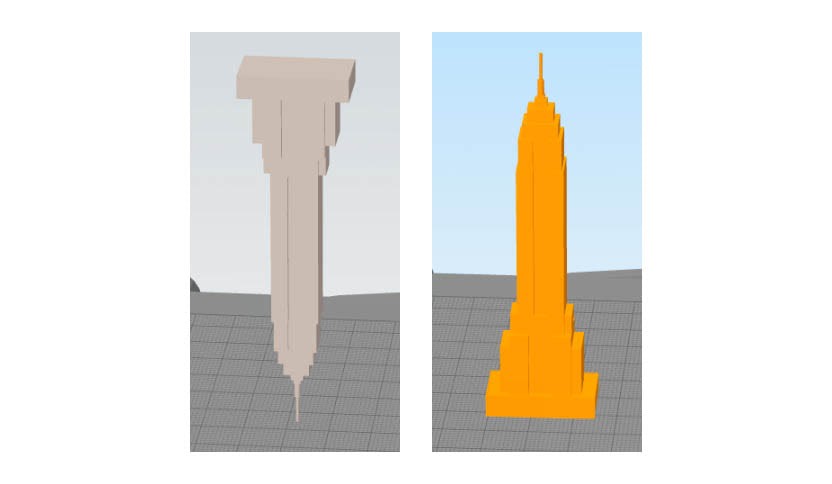
ثابت نگه داشتن شی در هنگام چاپ FDM به چسبندگی قطعه روی بستر تکیه می کند. نازل هنگام قرار دادن پلاستیک بر روی شی کمی از نیروی جانبی را بر روی آن اعمال می کند و اگر چسبندگی بستر ضعیفی وجود داشته باشد می تواند روی آن سقوط کرده و یا به اطراف حرکت کند و در نتیجه عملیات چاپ ناموفق باشد. چسبندگی بستر از طریق ایجاد سطح زیرین مسطح با مساحت مناسب، بدست می آید. تصور کنید می خواهید یک مدل از ساختمان Empire State Building را چاپ کنید. اگراین سه بعدی را به صورت قائم در نرم افزار تنظیم کنید یک کف صاف و خوب روی صفحه کار خواید داشت، در حالی که اگر آن را ۱۸۰ درجه بچرخانید تنها یک نقطه از مدل با بستر در تماس خواهد بود که بدون شک در این حالت فرو می ریزد.
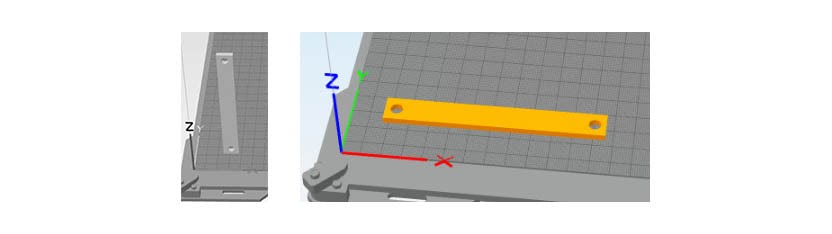
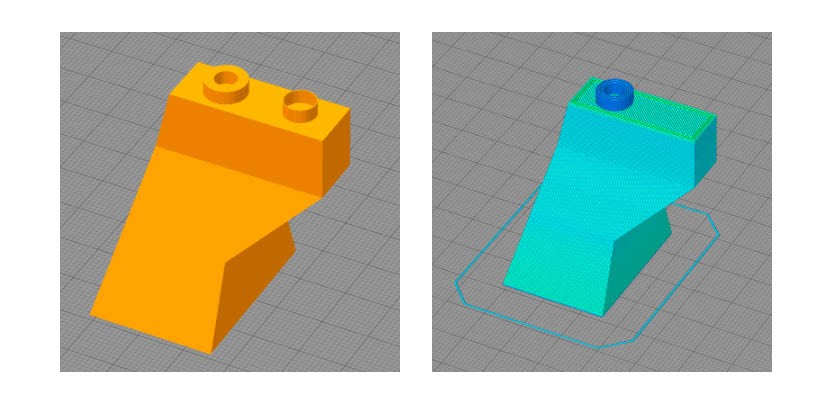
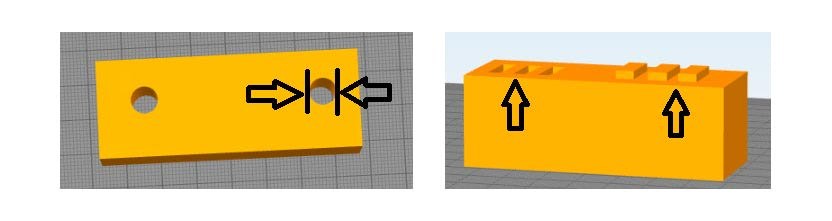
به خاطر داشته که پیوند لایه ها مهم است زیرا به ما کمک می کند مدل ها را برای دستیابی به حداکثر استحکام طراحی کنیم. محور Z ضعیف ترین محور برای چاپ FDM خواهد بود زیرا لایه ها به هم وصل می شوند. چاپ های FDM در محورهای X و Y مستحکم تر هستند زیرا رشته های پیوسته از مواد در این محور ها تزریق می شوند. گاهی یک قطعه جهت افزایش استحکام جهت یابی می شود. در چنین شرایطی ممکن است در طول عملیات پرینت نیاز به ساختارهای پشتیبانی باشد. بنابراین مهم است که هنگام طراحی قطعاتی که نیاز به استحکام بالایی دارند جهت گیری در نظر گرفته شود. به طور مثال، پرینت سه بعدی قطعه زیر به صورت افقی استحکام را افزایش می دهد.
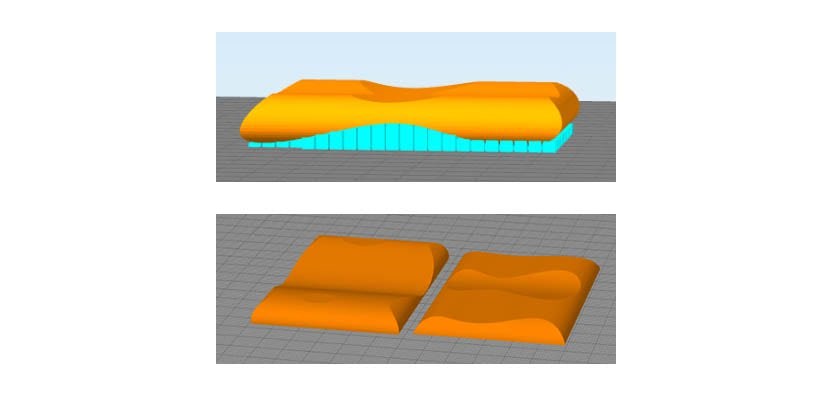
اگر هیچ یک از وجه های قطعه تخت نباشد (مانند اکثر اشکال ارگانیک)، می توان از ساختار های پشتیبانی برای اتصال قطعه به بستر و نگه داشتن آن در محل استفاده کرد. مدلهای ارگانیک یا نامنظم را می توان به دو بخش تقسیم کرد و هر بخش را از سمت تختش بر روی صفحه کار قرار داد. این بخش ها طی عملیات منتاژ پس از اتمام عملیات چاپ به یکدیگر متصل می شوند. برخی از کاربران یک درز واحد را به ساختار های پشتیبانی که سبب ایجاد ضایعات بیشتر شده و نیازمند عملیات پس پردازش می باشند ترجیح می دهند. قطعات بزرگ و مسطح بیشتر مستعد پیچ و تاب هستند، بنابراین اگر وجه مسطحی نداشته باشند معمولاً بهتر است آن را به دو بخش دارای یک وجه مسطح تقسیم کنید.
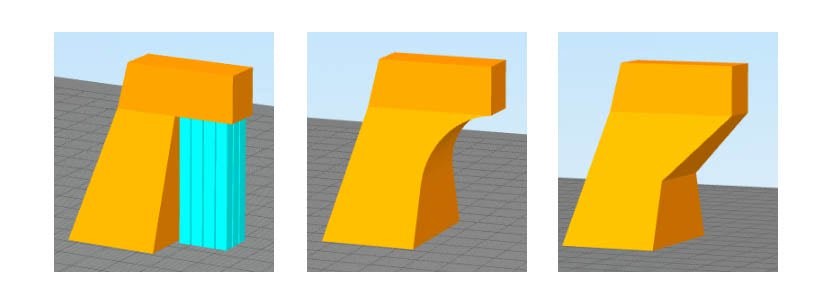
از آن جایی که در عملیات پرینت سه بعدی هر لایه بر روی لایه زیرین تزریق می شود، Overhang به زوایای بیشتر از ۵۰ درجه اشاره می کند. Overhang را می توان با استفاده ازfilet ها و chamferها از بین برد. به طور مثال، قطعه زیر را می توان با Overhang 90 درجه با به کار بردن ساختار های پشتیبانی چاپ کرد و یا می توان از یکfilet یا chamfer به منظور حذف Overhang استفاده کرد.
بخش های نازک به قسمت هایی اشاره دارد که برای سخت افزار پرینتر سه بعدی بسیار نازک هستند. برای مثال، اگر یک قطعه دیوار به عرض ۰٫۲ میلی متر داشته باشد و قطر نازل پرینتر سه بعدی ۰٫۴ میلی متر باشد، پرینتر سه بعدی نمی تواند آن دیوار را پرینت کند. همانطور که در شکل زیر می بینید، نرم افزار برش دهنده حتی مسیری برای ابزار ایجاد نمی کند. محدودیت ضخامت لایه ها و اجزا با توجه به تکنولوژی پرینت سه بعدی مورد استفاده و مواد متفاوت است.
نکات پرینت سه بعدی فیلامنت
- چسبندگی خوب از طریق یک سطح تماس تخت که مساحت مناسبی دارد بدست می آید.
- اگر مدل سه بعدی هیچ وجه صافی نداشته باشد، می توان از ساختار های های پشتیبانی برای اتصال جسم به بستر و نگه داشتن آن در محل استفاده کرد.
- بعضی از مدل ها را می توان به دو بخش که هر یک دارای یک سطح تخت می باشند تقسیم کرد. این دو بخش پس از اتمام عملیات طی عملیات مونتاژ به یکدیگر متصل می شوند.
- Overhang را می توان با استفاده ازfilet ها و chamferها از بین برد.
- در هنگام طراحی قطعاتی که استحکام اهمیت دارد، باید به جهت گیری قطعه توجه کرد.
پرینت سه بعدی رزین
ایجاد طرح جهت چاپ با استفاده از روش های پرینت سه بعدی مبتنی بر رزین مانند DLP و SLA محدودیت های کمتری دارد. یکی از این محدودیت ها پیچش دیوارهای نازک یا پشتیبانی نشده است، بنابراین اضافه کردن rib ها یا end cap ها به دیوارهای باریک می تواند تفاوت بزرگی ایجاد کند.
دغدغه دیگر جداسازی لایه های بزرگ مسطح است که می توانند بعد از پخت شدن به کف گیر کنند. این مشکل معمولاً با جهت دادن به شی در یک زاویه که با تأثیر ناخوشایند ناشی از نیاز به ساختارهای پشتیبانی همراه است حل می شود. خوشبختانه این چاپ ها ایزوتروپیک هستند، به این معنی که خواص مکانیکی آنها برای همه محور ها یکسان است. در نتیجه پرینت سه بعدی آنها با زاویه مانند تکنیک پرینت سه بعدی FDM به استحکام قطعه نهایی صدمه نمی زند.

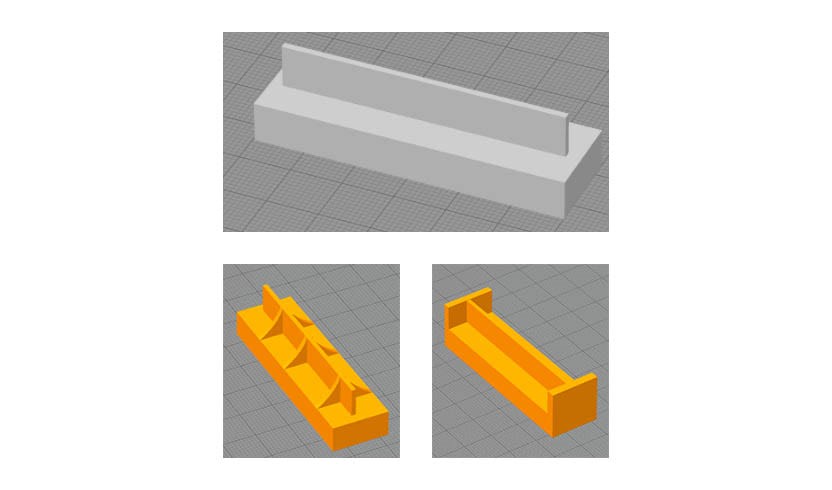
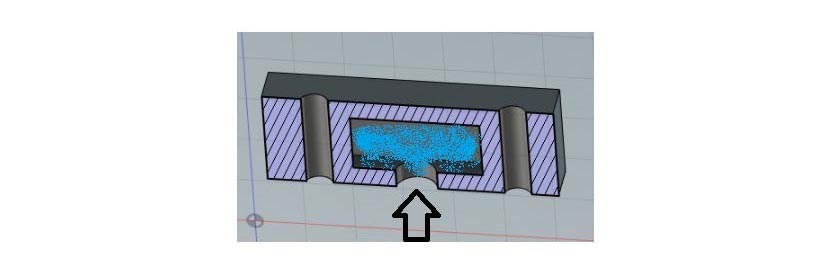
به طور کلی قطعات پرینت سه بعدی شده به روش SLA یا DLP جامد هستند. داخل این قطعات را می توان به منظور صرفه جویی در مواد مصرفی و سبک تر کردن خالی کرد. در این روش برای جلوگیری از به دام افتادن رزین درون قطعه، یک سوراخ تخلیه نیز باید اضافه شود زیرا عدم تعادل فشار ناشی از رزین به دام افتاده باعث شکستن یا خراب شدن قطعه خواهد شد.
نکات پرینت سه بعدی رزین
- افزودنribs یا end capsبه دیوارهای باریک
- قرار دادن قطعه به صورت زاویه دار
- افزودن حفره تخلیه در صورت خالی کردن درون قطعه
پرینت سه بعدی مبتنی بر پودر
پرینت سه بعدی SLS
برخی از همان دستورالعمل های پرینت سه بعدی رزین SLA یا DLPمانند سختارهای پشتیبانی و یا حفره های فرار در اینجا نیزاستفاده می شوند.
SLS یکی از بهترین فناوری های پرینت سه بعدی هندسی است زیرا قطعات توسط بستری از پودر بدون در هم جوشیدن پشتیبانی می شوند، به این معنی که زوایای بیشتر از ۵۰ درجه را می توان بدون ساختارهای پشتیبانی چاپ سه بعدی کرد.
نکات طراحی در پرینتر سه بعدی SLS
- قطر سوراخ ها باید حداقل ۱٫۵ میلیمتر باشد.
- جزئیات برجسته و حکاکی شده نباید کمتر ۱ میلی متر باشد.
پرینت سه بعدی (Multi Jet Fusion) MJF
تقریباً تمام دستورالعملهای طراحی SLS در اینجا نیز اعمال می شوند. قطعات را می توان توخالی و یا دارای ساختار های مشبک داخلی با در نظر گرفتن ضرورت وجود حفره فرار چاپ کرد.
نکات پرینت سه بعدی مبتنی بر پودر
- از صفحات مسطح بزرگ باید خودداری کرد زیرا معمولاً دچار تاب خوردگی می شوند.
- با وجود این که چاپ دیواره هایی با ضخامت ۰٫۳ میلی متر امکان پذیر است، توصیه می شود ضخامت دیوارها بیشتر ۱ میلی متر باشد.
- قطعات متحرک نیازمند یک شکاف ۰٫۷ میلی متری هستند و افزودن یک شعاع ۰٫۲۵ میلی متری، شکست گوشه های تیز را کاهش می دهد.
منبع: https://3dprinting.com/
در صورت تمایل میتوانید فایل PDF این مقاله را در قسمت زیر دانلود و با ذکر منبع مورد استفاده قرار دهید.




ثبت ديدگاه