

توسعه یک قطعه با استفاده از تکنولوژی پرینتر سه بعدی بسیار هیجان انگیز است. با این حال، همه ما موفقیت آمیز نبودن فرایند پرینت سه بعدی یک مدل به ظاهر ساده را تجربه کرده ایم. در سری مقاله های مشکلات رایج پرینترهای سه بعدی، به بررسی جامع راهنمای تشخیص و رفع مشکلات رایج در این فناوری خواهیم پرداخت.
راهنمای تشخیص و رفع مشکلات رایج پرینت سه بعدی
مشکلات مربوط به پرینت سه بعدی از جمله تاب خوردگی، چسبندگی به بستر چاپ، تغییر لایه، و سایر خطاهای پرینت بعدی منحصر به فناوری پرینتر سه بعدی FDM نیستند، زیرا پرینت سه بعدی SLA نیز مستعد مجموعه خاصی از مشکلات است. لیست مشکلات رایج پرینت سه بعدی در این زیر آورده شده اند که در این مقاله درباره 5 مورد اول و راه های رفع آنها صحبت شده است.
- مشکلات مربوط به لایه اول پرینت سه بعدی
- نچسبیدن قطعه پرینت سه بعدی شده به صفحه ساخت
- چسبیدن بیش از حد قطعه پرینت سه بعدی شده به صفحه ساخت
- تاب خوردگی
- اکسترود ناکافی
- اکسترود بیش از حد
- تغذیه نامناسب فیلامنت
- خرد شدن فیلامنت توسط اکسترودر
- شکستن فیلامنت توسط اکسترودر
- سایر مشکلات مرتبط با فیلامنت
- گرفتگی نازل
- رشته ای شدن
- گرم شدن بیش از حد
- پای فیلی
- خرابی دیواره ها
- پیچش و زبری گوشه ها
- جدایی لایه ها
- تغییر جهت و مکان لایه ها
- پرش و لایه های گم شده
- تراکم ضعیف
- تراکم بدشکل
- ریترکشن ناهماهنگ
- حبابی شدن
- مشاهده تراکم داخلی از بیرون
- خراش روی لایه بالایی
- وجود شکاف و سوراخ روی قطعه
- عدم پرینت جزئیات و ویژگی های ظریف و کوچک
- خطوط روی سطوح خارجی
- تغییرات دمایی
- نوسانات پرینت
- دقت ابعادی پرینت سه بعدی
- گرد نبودن دایره ها
- انحراف لایه ها
- کیفیت پایین سطوح روی ساپورت
- خرابی ساپورت ها
- پل زنی ضعیف
- پرینت ذوب شده و بدشکل
راهنمای تشخیص و رفع مشکلات رایج پرینت سه بعدی
در ادامه پیش از شروع مقاله، جدول کاملی از کلیه ی مشکلات پرینتر سه بعدی که در این چهار مقاله به آنها خواهیم پرداخت با جزئیات در زیر آمده است:
| شماره | مشکل | دستهبندی | علتهای احتمالی | راهحلها | تاثیرات | نکات اضافی |
|---|---|---|---|---|---|---|
| 1 | مشکلات مربوط به لایه اول پرینت سه بعدی | لایه اول | نزدیکی زیاد یا کم نازل به صفحه، تنظیمات نادرست، تمیز نبودن صفحه ساخت | تنظیم فاصله نازل و صفحه ساخت، تمیز کردن صفحه ساخت، تنظیم دما و سرعت مناسب | پرینت ناموفق یا با کیفیت پایین | – |
| 2 | نچسبیدن قطعه پرینت سه بعدی شده به صفحه ساخت | چسبندگی به صفحه ساخت | فاصله زیاد نازل و صفحه، دمای پایین، تمیز نبودن صفحه، سرعت بالا | تنظیم فاصله نازل، تنظیم دما، تمیز کردن صفحه ساخت، کاهش سرعت پرینت | جدا شدن قطعه از صفحه در حین پرینت | استفاده از چسبها یا اسپریهای مخصوص برای افزایش چسبندگی |
| 3 | چسبیدن بیش از حد قطعه پرینت سه بعدی شده به صفحه ساخت | چسبندگی به صفحه ساخت | دمای بستر بالا، چسبندگی زیاد مواد به صفحه | کاهش دمای بستر، استفاده از مواد جداکننده مثل نوار کاپتون یا اسپریهای مخصوص | سختی در جدا کردن قطعه از صفحه ساخت | استفاده از ابزار مناسب برای جدا کردن قطعه و جلوگیری از آسیب به صفحه ساخت |
| 4 | تاب خوردگی | تغییر شکل | تغییرات دمایی ناگهانی، چسبندگی ضعیف به بستر، عدم تعادل حرارتی | تنظیم دمای بستر و نازل، استفاده از بستر گرم، افزایش چسبندگی به صفحه ساخت | پرینت ناموفق یا قطعه تابخورده | استفاده از محیط کنترلشده برای جلوگیری از تغییرات دمایی ناگهانی |
| 5 | اکسترود ناکافی | اکستروژن | تنظیمات نادرست اکسترودر، گرفتگی نازل، مشکلات فیلامنت | تنظیم مجدد اکسترودر، تمیز کردن نازل، بررسی و تعویض فیلامنت | قطعات ناقص و ضعیف | بررسی منظم اکسترودر و نازل، استفاده از فیلامنت با کیفیت بالا |
| 6 | اکسترود بیش از حد | اکستروژن | تنظیمات نادرست اکسترودر، دمای بالا | کاهش ضریب اکستروژن، تنظیم دما | خطوط اضافه و ناصافی سطح | – |
| 7 | تغذیه نامناسب فیلامنت | فیلامنت | فیلامنت پیچخورده، قطر ناهماهنگ، مسیر فیلامنت کثیف | بررسی و تنظیم مسیر فیلامنت، استفاده از فیلامنت با کیفیت بالا | پرینت ناموفق یا با کیفیت پایین | استفاده از فیلامنت با کیفیت بالا، نگهداری مناسب فیلامنت |
| 8 | خرد شدن فیلامنت توسط اکسترودر | فیلامنت | فشار زیاد چرخ دنده اکسترودر، کیفیت پایین فیلامنت | کاهش فشار چرخ دنده، استفاده از فیلامنت با کیفیت بالا | توقف پرینت و نقص در قطعه | – |
| 9 | شکستن فیلامنت توسط اکسترودر | فیلامنت | فیلامنت شکننده یا کهنه، فشار زیاد چرخ دنده | تعویض فیلامنت کهنه، کاهش فشار چرخ دنده | توقف پرینت و نقص در قطعه | نگهداری مناسب فیلامنت، استفاده از فیلامنت با کیفیت بالا |
| 10 | سایر مشکلات مرتبط با فیلامنت | فیلامنت | رطوبت، قطر ناهماهنگ، تغییر شکل فیلامنت | نگهداری فیلامنت در محیط خشک، استفاده از فیلامنت با کیفیت بالا | پرینت ناموفق یا با کیفیت پایین | استفاده از جعبه نگهداری فیلامنت با رطوبتگیر |
| 11 | گرفتگی نازل | نازل | ذرات موجود در فیلامنت، دمای بالا، مواد اضافی در نازل | تمیز کردن نازل، استفاده از فیلامنت با کیفیت بالا، تنظیم دما | توقف پرینت و نقص در قطعه | بررسی و تمیز کردن منظم نازل |
| 12 | رشته ای شدن | اکستروژن | دمای بالا، تنظیمات نادرست ریترکشن | تنظیم ریترکشن، کاهش دما، افزایش سرعت فن خنککننده | ایجاد رشتههای نازک بین قطعات | استفاده از فیلامنت با کیفیت بالا، تنظیمات دقیق ریترکشن |
| 13 | گرم شدن بیش از حد | حرارتی | دمای بالا، فنهای خنککننده ناکافی | کاهش دما، افزایش سرعت فنها، کاهش سرعت چاپ | قطعه نرم و تغییر شکل یافته | بررسی دما و تنظیمات پرینت به صورت مداوم |
| 14 | پای فیلی | لایه اول | دمای بالای صفحه ساخت، تنظیمات نادرست فاصله نازل | کاهش دمای صفحه ساخت، تنظیم فاصله نازل | لبههای پهن و ناهموار در پایه قطعه | – |
| 15 | خرابی دیوارهها | مکانیکی | سرعت چاپ بالا، تنظیمات نادرست اکسترودر، مشکلات فیلامنت | کاهش سرعت چاپ، تنظیم مجدد اکسترودر، استفاده از فیلامنت با کیفیت بالا | دیوارههای ضعیف و نامنظم | – |
| 16 | پیچش و زبری گوشهها | حرارتی | تغییرات دمایی ناگهانی، سرعت چاپ بالا، تنظیمات نادرست | کاهش سرعت چاپ، افزایش خنککنندهها، تنظیم دما | گوشههای نامنظم و پیچخورده | استفاده از محیط کنترلشده برای پرینت |
| 17 | جدایی لایهها | مکانیکی/حرارتی | دمای پایین، چسبندگی ضعیف بین لایهها، سرعت چاپ بالا | افزایش دما، کاهش سرعت چاپ، تنظیمات دقیق پرینتر | جدایی و ترک در لایهها | استفاده از فیلامنت با کیفیت بالا، بررسی و تنظیمات دقیق دما |
| 18 | تغییر جهت و مکان لایهها | مکانیکی | شل بودن تسمهها، تنظیمات نادرست محور Z، گره خوردگی فیلامنت | سفت کردن تسمهها، تنظیم محور Z، بررسی مسیر فیلامنت | جابجایی لایهها | استفاده از قطعات با کیفیت برای مکانیزمهای حرکتی |
| 19 | پرش و لایههای گم شده | مکانیکی | تنظیمات نادرست محور Z، مشکلات مکانیکی، سرعت چاپ بالا | تنظیم محور Z، بررسی قطعات مکانیکی، کاهش سرعت چاپ | پرینت ناقص و نامنظم | – |
| 20 | تراکم ضعیف | اکستروژن | تنظیمات نادرست اکستروژن، دمای پایین، سرعت چاپ بالا | تنظیم مجدد اکستروژن، افزایش دما، کاهش سرعت چاپ | قطعات ضعیف و ناکافی | – |
| 21 | تراکم بدشکل | اکستروژن | سرعت چاپ بالا، تنظیمات نادرست اکستروژن، دمای پایین | کاهش سرعت چاپ، تنظیم مجدد اکستروژن، افزایش دما | تراکم داخلی نامنظم و بدشکل | – |
| 22 | ریترکشن ناهماهنگ | اکستروژن | تنظیمات نادرست ریترکشن، دمای بالا، سرعت چاپ بالا | تنظیم دقیق ریترکشن، کاهش دما، کاهش سرعت چاپ | ناهماهنگی در ریترکشن | – |
| 23 | حبابی شدن | اکستروژن | تنظیمات نادرست ریترکشن، فیلامنت مرطوب | تنظیم دقیق ریترکشن، خشک کردن فیلامنت | ایجاد حباب در قطعه | استفاده از فیلامنت خشک و با کیفیت بالا |
| 24 | مشاهده تراکم داخلی از بیرون | اکستروژن | چسبندگی نامناسب بین لایهها، تنظیمات نادرست اکستروژن | افزایش تعداد دیوارهها، تنظیم دقیق اکستروژن، بهینهسازی تنظیمات ریترکشن | ظاهر نامناسب و ضعیف در قطعه | استفاده از فیلامنت با کیفیت بالا |
| 25 | خراش روی لایه بالایی | مکانیکی | برخورد نازل با سطح قطعه، اکستروژن بیش از حد | تنظیم فاصله نازل، استفاده از Z-hop، تنظیمات دقیق اکستروژن | خراشهای طولانی روی سطح قطعه | – |
| 26 | وجود شکاف و سوراخ روی قطعه | اکستروژن | تنظیمات نادرست اکستروژن، درصد تراکم داخلی پایین، سرعت چاپ بالا | تنظیم دقیق اکستروژن، افزایش تراکم داخلی، کاهش سرعت چاپ | شکاف و سوراخ در قطعه | – |
| 27 | عدم پرینت جزئیات و ویژگیهای ظریف و کوچک | جزئیات پرینت | نازل بزرگ، سرعت چاپ بالا، تنظیمات نادرست | استفاده از نازل کوچکتر، کاهش سرعت چاپ، تنظیم دقیق نرمافزار اسلایسر | عدم وضوح و جزئیات کم در قطعه | استفاده از فیلامنت با کیفیت بالا |
| 28 | خطوط روی سطوح خارجی | اکستروژن/مکانیکی | سرعت چاپ بالا، تنظیمات نادرست اکستروژن، مشکلات مکانیکی | کاهش سرعت چاپ، تنظیم دقیق اکستروژن، بررسی قطعات مکانیکی | خطوط نامنظم روی سطح قطعه | – |
| 29 | تغییرات دمایی | حرارتی | نوسانات دمایی، مشکلات ترموکوپل، تنظیمات نادرست PID | تنظیم دقیق PID، بررسی ترموکوپل و کانکتورها | تفاوت در ظاهر لایهها | استفاده از محیط کنترلشده برای پرینت |
| 30 | نوسانات پرینت | مکانیکی | سرعت چاپ بالا، تنظیمات نادرست شتاب، تسمهها یا قرقرههای شل | کاهش سرعت چاپ، تنظیمات دقیق شتاب، سفت کردن تسمهها و قرقرهها | نوسانات و ارتعاشات در قطعه | استفاده از دمپرهای NEMA برای کاهش لرزش |
| 31 | دقت ابعادی پرینت سه بعدی | مکانیکی/اکستروژن | تنظیمات نادرست steps/mm، اکستروژن نامناسب، مشکلات مکانیکی | تنظیم دقیق steps/mm، تنظیمات دقیق اکستروژن، بررسی و تراز کردن قاب چاپگر | عدم دقت در ابعاد قطعه | استفاده از قطعات با کیفیت برای مکانیزمهای حرکتی |
| 32 | گرد نبودن دایرهها | مکانیکی | شل بودن تسمهها، تنظیمات نادرست steps/mm، مشکلات مکانیکی | تنظیم دقیق steps/mm، سفت کردن تسمهها، بررسی قطعات مکانیکی | دایرههای بیضی شکل | استفاده از فیلامنت با کیفیت بالا |
| 33 | انحراف لایهها | مکانیکی | شل بودن تسمهها، مشکلات مکانیکی، عدم تراز بودن قاب چاپگر | سفت کردن تسمهها، تنظیم قاب چاپگر، کاهش اصطکاک محورها | لایههای متمایل به یک طرف | – |
| 34 | کیفیت پایین سطوح روی ساپورت | ساپورت | تنظیمات نادرست فاصله ساپورت، تراکم پایین ساپورت، سرعت چاپ بالا | تنظیم فاصله ساپورت، افزایش تراکم ساپورت، کاهش سرعت چاپ | سطوح نامنظم و ضعیف روی ساپورت | استفاده از پرینتر دو نازله و مواد پشتیبانی محلول در آب |
| 35 | خرابی ساپورتها | ساپورت | تراکم پایین ساپورت، سرعت چاپ بالا، ارتفاع بلند ستونهای ساپورت | افزایش تراکم ساپورت، کاهش سرعت چاپ، استفاده از گروههای بزرگتر ساپورت | سقوط و خرابی ساپورتها | استفاده از الگوهای ساپورت مختلف در نرمافزار اسلایسر |
| 36 | پل زنی ضعیف | پل زنی | سرعت چاپ بالا، دمای بالا، تنظیمات نادرست | کاهش سرعت چاپ، کاهش دما، افزایش سرعت فن خنککننده، |
1- مشکلات مربوط به لایه اول پرینت سه بعدی
اولین لایه پرینت سه بعدی مهمترین لایه می باشد و چسبندگی مناسب این لایه به صفحه ساخت ضروری است. علت بسیاری از مشکلات رایج فرایند پرینت سه بعدی لایه اول ضعیف است. مشکلات مربوط به لایه اول پرینت سه بعدی عبارتند از:
- فاصله کم نازل و صفحه ساخت
- فاصله زیاد نازل و صفحه ساخت
- عدم چسبیدن لایه پرینت سه بعدی شده به صفحه ساخت
مشکلات مربوط به لایه اول پرینت سه بعدی
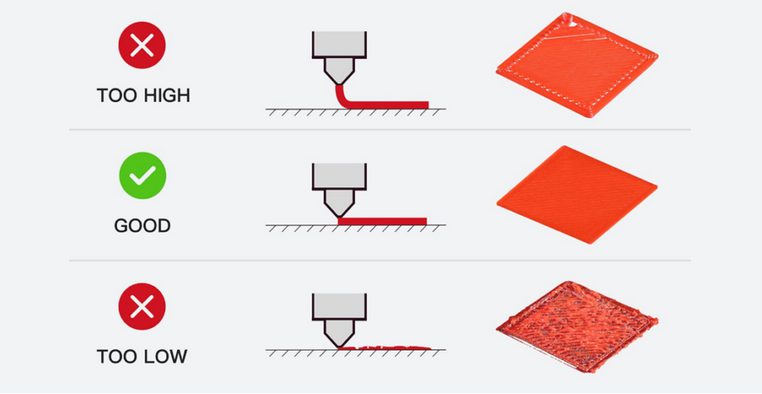
نزدیکی زیاد نازل و صفحه ساخت
علائمی که نشان می دهد نازل شما ممکن است خیلی به صفحه ساخت نزدیک باشد عبارتند از:
- خط چاپ شده بسیار نازکتر از حد مورد نظر است. ممکن است این خط آنقدر نازک شود که شفاف به نظر برسد.
- فیلامنت اضافی در لبه های خط چاپ به سمت بالا فشرده می شود و سطحی ناهموار و الگوهای مواج ایجاد می کند.
- وقتی خط بعدی چاپ می شود، خط قبلی در حال کنده شدن از روی صفحه ساخت است.
- قطعات پرینت سه بعدی تمام شده به سختی از روی صفحه ساخت جدا می شوند.
اگر نازل شما زیاد به صفحه ساخت نزدیک باشد، فضای کافی برای تزریق مقدار مناسب فیلامنت وجود ندارد. بنابراین فیلامنت اضافی یا بین خطوط چاپ شده به سمت بالا فشرده می شود یا اصلاً اکسترود نشده و باعث ایجاد فشار اضافی در هدگرم می گردد. فیلامنت اضافی که به طرفین و به سمت بالا فشرده می شود ممکن است در گذر بعدی توسط نازل از بستر جدا شود که چسبندگی را از بین برده و لایه اول شما زبر می شود. همچنین فیلامنت اضافی ممکن است توسط نازل برداشته شده و بعداً روی قطعه چکه کند. این مشکل به ویژه در چاپ ماده پرینت سه بعدی PETG رایج است. تماس بیش از حد لایه اول به صفحه ساخت می تواند منجر به چاپ هایی شود که جداسازی آن ها از صفحه پس از اتمام عملیات پرینت بسیار دشوار است.
نحوه رفع :
فاصله نازل تا بستر چاپ را با سفت کردن 3 یا 4 پیچ تراز کننده دستگاه پرینتر سه بعدی خود و استفاده از کاغذ ضخیم تر برای تراز دستی صفحه ساخت یا با تغییر مقدار آفست در جهت محور Z در هنگام استفاده از سنسور تراز تنظیم کنید. هنگام تراز کردن مطمئن شوید که روی صفحه ساخت فشار نمی آورید.
نزدیکی زیاد نازل و صفحه ساخت
فاصله زیاد نازل و صفحه ساخت
علائمی که نشان می دهد ممکن است فاصله نازل و صفحه ساخت زیاد باشد عبارتند از:
- هنگامی که به زیر قطعه پرینت سه بعدی شده نگاه می کنید، می توانید خطوط جداگانه را با فاصله قابل توجهی بین هر خط به وضوح مشاهده کنید.
- در حین چاپ لایه اول، خطوط مجزا با یکدیگر تماس ندارند.
- شکاف های کوچکی وجود دارد وخطوط پرکننده با خطوط دیوار تماس ندارند.
- شکل خط اکسترود شده بسیار گرد است. خط اکسترود شده در هنگام فاصله مناسب نازل و صفحه به شکل پنکیک است.
- خطوط چاپی با فاصله زیاد از یکدیگر به سختی به صفحه ساخت می چسبند.
- قطعات در حال پیچش و جدا شدن از صفحه ساخت هستند یا در حین عملیات پرینت سه بعدی شل می شوند.
اگر نازل شما خیلی از صفحه ساخت فاصله داشته باشد، فیلامنت برای پر کردن فضای بین نازل و بستر چاپ کافی نیست. بنابراین خط فیلامنت اکسترود شده به سختی با بستر در تماس قرار می گیرد. خطوط مجزا که اولین لایه را تشکیل می دهند به یکدیگر متصل نیستند و با دیواره بیرونی قطعه فاصله دارند. همه اینها معمولاً منجر به چسبندگی ضعیف و در نهایت تاب برداشتن یا جدا شدن قطعه در اواسط فرایند پرینت سه بعدی می شود.
نحوه رفع:
فاصله نازل تا بستر را با سفت کردن 3 یا 4 پیچ تراز کننده چاپگر خود و استفاده از کاغذ نازکتر برای تراز دستی صفحه ساخت یا با تنظیم مقدار z-offset خود هنگام استفاده از سنسور تراز صفحه ساخت تنظیم کنید.
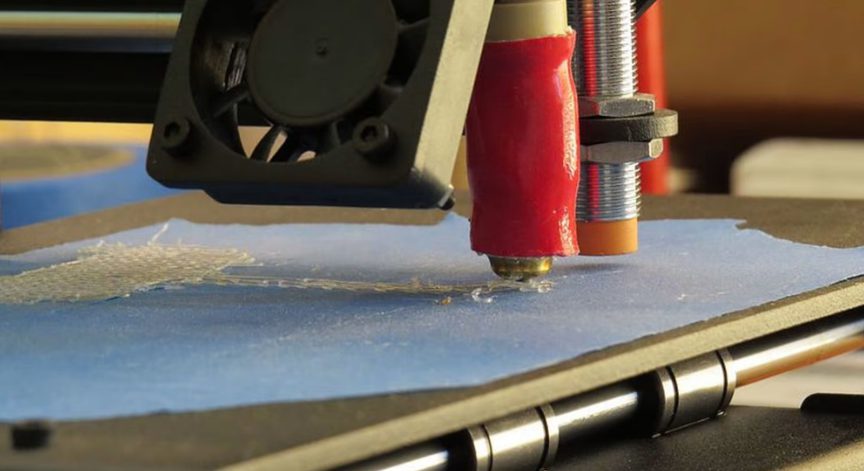
نچسبیدن لایه پرینت سه بعدی شده به صفحه ساخت
در این مورد احتمالاً قطعه پرینت سه بعدی شده به دلیل چسبندگی ناکافی، پس از خمیدگی جزئی از صفحه ساخت جدا می شود. همچنین ممکن است قطعه پرینت سه بعدی شده با وجود چسبیدگی به صفحه ساخت دچار پیچش شود.
نحوه رفع :
فاصله نازل تا بستر را با شل کردن پیچ های تراز تنظیم کنید.
2- نچسبیدن قطعه پرینت سه بعدی شده به صفحه ساخت
یکی از رایج ترین مشکلات در بسیاری از پرینترهای سه بعدی، عدم چسبیدن قطعه پرینت سه بعدی شده به صفحه ساخت است. این امر ممکن است سبب چسبندگی ضعیف و قطعه پیچ خورده شده و یا به جز فیلامنت های درهم پیچیده، روی صفحه ساخت چاپی نداشته باشید. بسیاری از مشکلات رایج چاپ سه بعدی از لایه اول ضعیف ناشی می شود. دلایل مختلف چسبندگی ضعیف به بستر قبل یا در حین عملیات چاپ عبارتند از:
- تراز نبودن صفحه ساخت
- تاب برداشتن صفحه ساخت
- تمیز نبودن صفحه ساخت
- سرعت بالای پرینت سه بعدی لایه اول
- تنظیمات نامناسب چاپ
- دمای نامناسب پرینت سه بعدی لایه اول
- دمای نامناسب صفحه ساخت
- تنظیمات نامناسب فن های خنک کننده
- چسبندگی نامناسب لایه اول
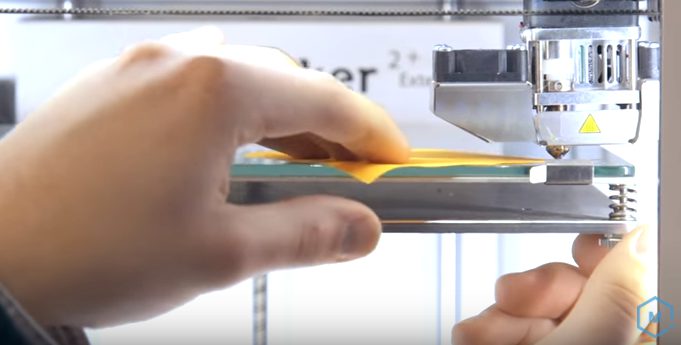
تراز نبودن صفحه ساخت
در این مورد فاصله نازل شما از صفحه ساخت در بخش های مختلف متفاوت است. به عبارت دیگر، فاصله نازل از صفحه ساخت در بخش هایی بسیار کم و در بخش هایی بسیار زیاد است، که نشان میدهد به احتمال زیاد صفحه ساخت با نازل همسطح نیست.
نحوه رفع :
در اکثر چاپگرهای سه بعدی، صفحه ساخت با تنظیم 3 یا 4 پیچ در زیر آن تراز می شود. اگر چاپگر شما به سیستم تراز خودکار مجهز باشد نیازی به تنظیم این مورد نیست. در واقع باید مطمئن شویم که فاصله بین نوک نازل و صفحه ساخت در سراسر صفحه یکسان است. برای تراز صفحه، بستر چاپ و نازل را تا دمای مناسب چاپ گرم کنید، فیلامنت را کمی فشار دهید و مطمئن شوید که نازل تمیز است و هیچ فیلامنتی در طول فرآیند تراز کردن بیرون نمی ریزد. نازل گرم شده را به گوشه اول صفحه ساخت منتقل کنید. یک تکه کاغذ را بین صفحه ساخت و نازل بلغزانید. پیچ همان گوشه را تا زمانی که کمی کشش حس کنید شل یا سفت کنید. این کار را برای سه گوشه دیگر و سپس وسط صفحه ساخت نیز انجام دهید. ممکن است لازم باشد این فرایند را چندین بار تکرار کنید زیرا چرخاندن یک پیچ معمولاً روی سایر پیچ ها نیز تأثیر می گذارد.
تراز نبودن صفحه ساخت
تاب برداشتن صفحه ساخت
علائمی که نشان می دهد پلت فرم شما تاب برداشته است:
- مشاهده تاثیرات نزدیک بودن یا دور بودن نازل در حین چاپ لایه اول
- یکی از راه هایی که میتوانید به راحتی بفهمید صفحه ساخت شما تاب دارد یا خیر، استفاده از یک خط کش فولادی است، خط کش را روی صفحه ساخت خود قرار دهید و به شکاف بین لبه آن و صفحه ساخت نگاه کنید. روش دیگر این است، اگر صفحه ساخت را برای هر 4 گوشه همسطح کرده اید، اما نقطه میانی یا برخی از نقاط تصادفی روی صفحه ساخت خاموش است، در این صورت صفحه ساخت شما تاب برداشته است.
صفحه ساخت تاب برداشته باعث ایجاد مشکلاتی در فاصله نازل و بستر می شود. صفحه های ساخت ناهموار یا تاب خورده رایج ترین مشکل مکانیکی است که در پرینترهای سه بعدی امروزی دیده می شود و می توان آن را در انواع پرینتر های سه بعدی با محدوده قیمتی متفاوت و بستر های ساخت گوناگون مشاهده کرد.
نحوه رفع :
معمولاً میتوانید با چاپ بسیار ضخیم لایه اول، تأثیر تاب برداشتگی صفحه ساخت را کاهش دهید. توجه داشته باشید که حداکثر ارتفاع لایه نباید از 75٪ اندازه نازل تجاوز کند، به عنوان مثال حداکثر ضخامت لایه برای یک نازل 0.4 میلی متری 0.3 در نظر گرفته می شود. اگر روش قبل جواب نداد، سعی کنید از لایه raft استفاده کنید. هنگامی که با یک صفحه ساخت تاب خورده سروکار دارید، سعی نکنید صفحه ساخت خود را در 4 نقطه بیرونی ترین گوشه تراز کنید، بلکه یک ناحیه کوچکتر را در مرکز صفحه ساخت انتخاب کرده و سعی کنید آن را به بهترین شکل ممکن تراز کنید.

استفاده از لایه Raft در هنگام تاب برداشتن صفحه ساخت
تمیز نبودن صفحه ساخت
علائمی که نشان می دهد صفحه ساخت شما نیاز به تمیز کردن دارد:
- اگر ضایعات عملیات پرینت سه بعدی قبلی، گرد و غبار، لکه و غیره را روی صفحه ساخت مشاهده کردید، صفحه ساخت شما تمیز نیست.
- پوشش ناهموار چسب روی صفحه ساخت سبب تمیز نبودن آن می گردد.
- به زیر قطعه پرینت سه بعدی شده قبلی نگاه کنید، آیا در سطح زیرین نا همواری هایی می بینید که نباید وجود داشته باشد؟ اگر چنین است، به احتمال زیاد ضایعاتی در فرایند پرینت سه بعدی قبلی به صفحه ساخت چسبیده است.
سطح چاپ کثیف چسبندگی قطعه به صفحه ساخت را دچار مشکل می کند. قبل از شروع عملیات چاپ جدید، هر گونه مواد اضافی و چسب باقی مانده از چاپ های قبلی باید تمیز شود. نازل در برخورد با ضایعات عملیات پرینت سه بعدی قبلی شروع به جهش کرده و ممکن است بسته به سفت بودن نگهدارنده صفحه ساخت شما، لرزش در چاپگر را مشاهده کنید. اثر روغن یا چربی مانند اثر انگشت روی صفحه ساخت نیز اغلب نادیده گرفته می شود.
نحوه رفع :
صفحه ساخت خود را به طور مرتب طبق دستورالعمل سازنده چربی زدایی کنید. برای این کار از ایزوپروپیل الکل/ایزوپروپانول با غلظت بالا یا استون خالص استفاده کنید. از استفاده از پاک کننده های شیشه، مایعات ظرف شویی و صابون ها اجتناب کنید، زیرا بیشتر آنها بر چسبندگی صفحه ساخت تأثیر منفی می گذارند.

تمیز کردن صفحه ساخت
سرعت بالای پرینت سه بعدی لایه اول
نشانه واضح این که سرعت چاپ شما بالا می باشد این است که اکسترودر نمی تواند با این سرعت هماهنگی داشته باشد. این امر در لایه اول نیز قابل مشاهده است اما برای نشان دادن آن باید از دستگاه دور باشید. بنابراین تعیین سرعت چاپ مناسب بسیار اهمیت دارد. در واقع سرعتی که اولین لایه خود را با آن چاپ می کنید تأثیر مستقیمی بر نحوه اتصال فیلامنت مذاب به سطح بستر دارد. برای افزایش چسبندگی، عملیات چاپ را با سرعت پایین تری آغاز کنید.
نحوه رفع:
هر نرم افزار اسلایسر این امکان را برای شما فراهم می سازد تا سرعت چاپ متفاوتی را برای اولین لایه پرینت مشخص کنید. به طور مثال در نرم افزار Cura به آن “Initial Layer Speed” و در Simplify3D به آن ” First Layer Speed” می گویند. معمولاً سرعت 30 میلی متر بر ثانیه یا کمتر برای چاپ لایه اول مناسب است، میتوانید بعداً سرعت را افزایش دهید.
تنظیمات نامناسب چاپ
اکستروژن کم یا بیش از حد، شکاف در تراکم داخلی قطعه، دیواره های خیلی نازک و ضخامت ناکافی لایه ها همگی نشان از عدم اکسترود مقدار مناسب پلاستیک دارند. با این حال، معمولاً هیچ نشانه واضحی برای لایه اول وجود ندارد، زیرا زمانی که فاصله نازل تا صفحه ساخت شما اشتباه باشد نیز نتیجه یکسان به نظر می رسد. بنابراین بهترین کار این است که مشکلات اکستروژن را با انجام کالیبراسیون مناسب قبل از تراز کردن بستر و تنظیم فاصله نازل تا بستر از بین ببرید. فاصله چاپ باید با ارتفاع لایه اول و مقدار پلاستیکی که در حین چاپ اولین لایه اکسترود می شود مطابقت داشته باشد. اگر چاپگر شما اندازه کافی از پلاستیک برای پر کردن فاصله بین نازل و صفحه ساخت را اکسترود نکند، در نهایت با مشکلات چسبندگی مواجه خواهید شد. در اکستروژن بیش از حد نیز فیلامنت اضافی باعث خرابی قطعه شما می شود.
نحوه رفع :
- اکسترود را برای تزریق مقدار فیلامنت مناسب کالیبره کنید.
- برای اطمینان از اکسترود مقدار فیلامنت مناسب، ضریب اکستروژن را در نرم افزار اسلایسر بررسی کنید.
- گزینه اندازه فیلامنت مناسب (75/1 میلیمتر، 85/2 میلیمتر، 00/3 میلیمتر) را در اسلایسر بررسی کنید.
- از حرکت آزادانه و بدون اصطکاک اضافی فیلامنت روی قرقره اطمینان حاصل کنید.
- عدم انسداد جزئی یا کلی نازل را مورد بررسی قرار دهید. مسدود شدن نازل یک علت بسیار شایع در اکستروژن نامناسب است.
دمای نامناسب پرینت سه بعدی لایه اول
مسائل مختلف زیادی می تواند منجر به مشکلات چسبندگی شود و نتیجه نهایی معمولاً یکسان به نظر می رسد، که از این میان می توان به نچسبیدن یا تاب برداشتن قطعه اشاره کرد. هنگام برخورد با مشکلات چسبندگی، هیچ علامتی وجود ندارد که به وضوح بگوید دمای عملیات پرینت سه بعدی پایین است. بسیاری از مشکلات لایه اول پرینت سه بعدی ناشی از دمای چاپ نادرست در طول چاپ لایه اول است زیرا مستقیماً بر چسبندگی قطعه به صفحه ساخت تأثیر می گذارد. چاپ با دمای پایین باعث کاهش چسبندگی و چاپ با دمای بالا باعث افزایش چسبندگی می شود. بنابراین انتخاب دما براساس محدوده دمای پیشنهادی سازنده بسیار اهمیت دارد.
نحوه رفع :
تقریباً تمام نرم افزارهای اسلایسر امکان تنطیم دمای چاپ متفاوت برای لایه اول را ارائه می دهند. از این ویژگی برای تنظیم چسبندگی قطعه به صفحه ساخت استفاده کنید. برای جلوگیری از خراب شدن فیلامنت در هدگرم که ممکن است منجر به گرفتگی نازل شود، از حداکثر دمای چاپ توصیه شده برای فیلامنت مورد استفاده تجاوز نکنید.
دمای نامناسب صفحه ساخت
یکی از علائمی که نشان می دهد دمای صفحه ساخت شما ممکن است خیلی بالا باشد، پای فیلی شدن نزدیک صفحه ساخت است، در این صورت هر چه از صفحه ساخت دورتر می شوید، نقص در فرایند پرینت سه بعدی قطعه کمتر می شود. اگر چاپگر سه بعدی شما مجهز به یک صفحه ساخت گرم است، دمای بستر تأثیر زیادی بر چسبندگی لایه اول به صفحه ساخت دارد. صفحه ساخت سرد چسبندگی را کاهش و صفحه ساخت گرمتر باعث افزایش چسبندگی می شود. دمای صفحه ساخت باید برای ماده پرینت سه بعدی مورد استفاده مناسب بوده و براساس آن تنظیم شود. شما باید حدود 10 درجه سانتی گراد زیر دمای انتقال شیشه ای (Tg) فیلامنت پرینت سه بعدی مورد نظر خود را انتخاب کنید.
نحوه رفع :
دمای انتقال شیشه ای ماده پرینت سه بعدی را بررسی کنید. اطمینان حاصل کنید که دمای صفحه ساخت شما حداقل حدود 10 درجه سانتیگراد کمتر از دمای انتقال شیشه ای است. اگر دمای صفحه ساخت از دمای انتقال شیشه ای فیلامنت بسیار پایین تر است و مشکل چسبندگی دارید، دمای صفحه ساخت خود را به میزان ۵ درجه سانتیگراد افزایش دهید تا مشکل برطرف شود. برای مثال، برای ماده پرینت سه بعدی PLAاز 50 درجه سانتیگراد تجاوز نکنید. اگر صفحه ساخت شما خیلی گرم است، و خطر تاب برداشتن یا حتی جدا شدن قطعه در حین چاپ وجود دارد.
تنظیمات نامناسب فن خنک کننده قطعه
اگر در حین چاپ اولین لایه فن خنک کننده شما شروع به کار کرد، باید تنظیمات فن خود را بررسی کنید. فن های خنک کننده سبب سخت شدن خط چاپ شده قبل از اتصال مناسب می شوند. این امر باعث تضعیف چسبندگی شده و احتمال تاب برداشتن را افزایش می دهد. این در حالی است که همانطور که پیش از این ذکر شد، چسبندگی مناسب لایه اول به بستر اهمیت دارد. این خطا برای همه فیلامنت های پرینت سه بعدی به ویژه ماده PLA بسیار مهم است.
نحوه رفع :
فن خنک کننده را برای لایه اول غیرفعال کنید.
استفاده از کمک کننده ها جهت افزایش چسبندگی
اگر همه موارد بالا را بررسی کرده اید و هنوز قطعه پرینت سه بعدی به صفحه ساخت نمی چسبد، برای افزایش چسبندگی به یک کمک کننده نیاز دارید.
سطوح دائمی:
- PEI
- PrintBite/FR-4/Garolite
- BuildTak/FakeTak
- ورق فنولیکFR-2
- شیشه
پوشش های موقت:
- چسب ماژیکی
- دوغاب ABS
- چسب چوب PVA
- اسپری مو بر پایه وینیل
- شکر/آب نمک
- نوار کپتون
نحوه رفع :
توجه داشته باشید هنگام استفاده از کمک کننده ها، مطمئن شوید که یک لایه نازک و یکدست روی سطح را بپوشاند. هنگام چسباندن نوارها، اجازه ندهید لبه ها روی هم قرار بگیرند، همچنین دقت کنید که در زیر نوار ها حباب ایجاد نشود. هیچ چیز بدتر از یک سطح ناهموار در اثر وجود حباب نیست. توجه داشته باشید که همه سطوح و پوشش ها برای همه مواد مناسب نیستند، بنابراین قبل از انتخاب با سازنده مشورت کنید.

استفاده از کمک کننده ها جهت افزایش چسبندگی
3- چسبندگی بیش از حد قطعه پرینت سه بعدی شده
دلایل و راه حل های چسبندگی بیش از حد قطعه پرینت سه بعدی شده به صفحه ساخت عبارتند از:
- فاصله نازل تا صفحه ساخت
- دمای بستر
- چسبندگی بستر
- عامل رهاسازی
فاصله نازل تا صفحه ساخت
برای رفع این مشکل به روش های ارائه شده در خطای شماره 2 مراجعه کنید.
دمای بستر
اگر با دمایی بالاتر از محدوده دمای بستر عملیات پرینت سه بعدی را انجام دهید، قطعه پرینت شده بیش از حد به صفحه ساخت می چسبد. در واقع دمای بالاتر بستر به معنای افزایش چسبندگی است.
نحوه رفع :
- بررسی کنید که دمای پرینت به دمای انتقال شیشه ای مواد چاپ نزدیک نباشد.
- دمای بستر را 5 درجه سانتیگراد کاهش دهید، این کار را مادامی که چاپ شما به درستی به صفحه ساخت بچسبد تکرار کنید.
- چاپ لایه اول را سریعتر و یا با دمای کمتر انجام دهید.
چسبندگی بستر پرینت سه بعدی
هنگامی که در حال چاپ یک فیلامنت چسبنده مانند مواد انعطاف پذیر یا PETG هستید بهتر است چسبندگی صفحه ساخت را کاهش دهید. برخی از مواد به دلیل چسبندگی بسیار خوب به صفحه ساخت شناخته شده اند، بنابراین برای دریافت جزئیات بیشتر، اطلاعات سازنده را بررسی کنید.
نحوه رفع :
سطح صفحه ساخت خود را طبق دستور سازنده به طور مرتب چربی زدایی کنید، یک لایه بسیار نازک از تالک یا پودر بچه روی صفحه ساخت خود اضافه کنید. مطمئن شوید که پودر اضافی را حذف کرده اید.
عامل جداسازی
اگر از هیچ کمک کننده ای روی صفحه ساخت استفاده نکرده اید و جداسازی قطعه پرینت سه بعدی شده بسیار دشوار است و حتی گاهی ممکن است به صفحه ساخت شما آسیب برساند، اعمال یک لایه اضافی بین صفحه ساخت و چاپ ضرورت دارد. این امر از آسیب به صفحه ساخت نیز جلوگیری می کند.
نحوه رفع :
از یک لایه نازک و یکنواخت چسب PVA یا پوشش اسپری مو با پایه وینیل روی صفحه ساخت استفاده کنید تا به عنوان عامل جداسازی عمل کند.
ضریب اکستروژن
اگر قطعه پرینت سه بعدی شده بیش از حد به بستر چسبیده است و به سختی حذف می شود نشان دهنده این است که ضریب اکستروژن نیاز به تغییر دارد. ابتدا فاصله نازل و صفحه ساخت را مورد بررسی قرار دهید، اگر هنوز هم در هنگام چاپ لایه اول، مواد زیادی اکسترود شده است باید ضریب اکستروژن را تغییر دهید. ضریب اکستروژن بر فشار روی جریان مواد روی بستر تأثیر می گذارد که خود، چسبندگی چاپ را تغییر می دهد. فشار کمتر بر روی جریان مواد، چسبندگی چاپ را کاهش می دهد.
نحوه رفع :
ضریب اکستروژن را کمی کاهش دهید و بعد از هر تغییر یک تست کوچک انجام دهید تا چسبندگی مناسب حاصل شود.
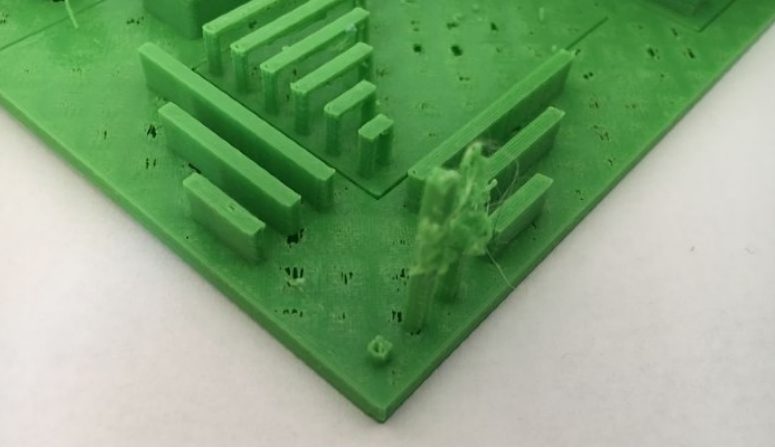
4- تاب برداشتن
تاب برداشتن می تواند توسط چند متغیر مختلف ایجاد شود که تشخیص و حل آن نسبتاً آسان است. تاب برداشتن معمولاً از گوشه ها شروع می شود و اگر عملیات چاپ متوقف نشود پیشرفت می کند. با پیشرفت تاب برداشتن، قطعه از صفحه ساخت جدا می شود. فاصله نازل با صفحه ساخت تاثیر زیادی بر تاب برداشتن قطعه دارد. با این حال، تاب برداشتن زمانی رخ می دهد که نیروهای فیزیکی که هنگام سرد شدن یک ماده ظاهر می شوند، از قدرت چسبندگی قطعه پرینت سه بعدی شده که آن را روی صفحه ساخت شما نگه می دارد بیشتر شود. هر چه اختلاف دما در داخل شی پرینت سه بعدی شده بیشتر باشد، و/یا تفاوت بین دمای چاپ و دمای اتاق بیشتر باشد، احتمال تاب برداشتن افزایش می یابد.
نحوه رفع :
- دمای چاپ و دمای اتاق یا محفظه را متعادل کنید. دمای پرینت سه بعدی را کمی پایین بیاورید. اگر از پایین ترین دما در محدوده دمای پیشنهادی شروع می کنید می توانید دمای اتاق را افزایش دهید. تفاوت بین دمای چاپ و دمای اتاق نباید خیلی زیاد باشد، در غیر اینصورت قطعه پرینت شده دچار تاب برداشتن خواهد شد.
- از دمای فعلی نازل شروع کنید و آن را به اندازه 5 درجه سانتی گراد کاهش دهید.
- دمای اتاق یا محفظه را 5 درجه سانتیگراد افزایش دهید تا اختلاف دمای اتاق و چاپ، و در نتیجه تمایل به تاب برداشتن کاهش یابد.
- ارتفاع لایه ها را کاهش دهید. برای مثال از ارتفاع لایه 0.2 میلی متر شروع کنید، ارتفاع لایه 0.15 میلی متر یا حتی 0.1 میلی متر را نیز امتحان کنید. این امر باعث کاهش تنش در هنگام چاپ می شود.
- دمای صفحه ساخت را نزدیک به دمای انتقال شیشه ای فیلامنت پرینت سه بعدی تنظیم نکنید (اختلاف 10 درجه سانتیگراد بین این دو دما توصیه می شود).
5- اکسترود ناکافی در پرینت سه بعدی
اکسترود ناکافی یکی از اشکال اکسترود ناهماهنگ است که می تواند دلایل بی شماری داشته باشد. این حالت زمانی اتفاق می افتد که چاپگر شما نتواند مقدار مناسبی از مواد مورد نیاز برای چاپ صحیح یک لایه را تزریق کند. علائم اکسترود ناکافی به راحتی قابل تشخیص هستند. در این حالت با قطعات پرینت سه بعدی شده ضعیفی مواجه می شوید که حتی تحت تنش های خفیف فرو می ریزند، ترک می خورند یا دچار شکاف های قابل مشاهده می شوند. این قطعات پرینت سه بعدی شده بیش از حد می چسبند و به سختی کنده می شوند.
اکسترود ناکافی
اکسترود ناکافی در کل صفحه ساخت
- از حرکت آزادانه فیلامنت روی قرقره اطمینان حاصل کنید.
- مسیر حرکت فیلامنت را برای هرگونه مانع یا اصطکاک بررسی کنید.
- اطمینان حاصل کنید که قطر فیلامنت ثابت است. در برخی از فیلامنت های ارزان قیمت نوسانات قطر فیلامنت قابل مشاهده است. در برخی قسمت ها قطر فیلامنت کم است و فیلامنت کافی به HotEnd وارد نمی شود، و در برخی قسمت ها قطر فیلامنت زیاد است که ممکن است اصطکاک زیادی ایجاد کند.
- تنظیمات اکستروژن شامل قطر فیلامنت پرینت سه بعدی و ضریب اکستروژن را در نرم افزار اسلایسر خود بررسی کنید.
- دمای مناسب و سرعت چاپ را بررسی کنید. در زمان بروز این خطا سعی کنید دما را افزایش و سرعت چاپ را کاهش دهید.
اگر چاپگر شما دائماً اکسترود را به صورت ناکافی انجام می دهد بهتر است برای اطمینان از اکسترود مقدار کافی فیلامنت، اکسترودر خود را مجدداً کالیبره کنید. گام بعدی برای کالیبراسیون مناسب این است که ضریب اکستروژن یا نرخ تغذیه را به درستی تنظیم کنید. هر دو روش وابسته به فیلامنت هستند و حتی ممکن است در طول زمان تغییر کنند. همچنین ممکن است ضریب اکستروژن را برای چاپ اخیر تغییر داده و فراموش کرده باشید که آن را در اسلایسر خود مجدداً تنظیم کنید. همچنین، اغلب علت اصلی اکسترود ناکافی گرفتگی نازل است. بنابراین تمیز کردن نازل شروع خوبی خواهد بود.
اکسترود ناکافی در حین عملیات پرینت سه بعدی
در حالتی که پرینتر سه بعدی در حین عملیات پرینت سه بعدی متوقف می شود:
- فیلامنت در اکسترودر مسدود شده است.
- فیلامنت پیچ خورده، شکسته شده یا تمام شده است.
- قطر فیلامنت در برخی از فیلامنت های به خصوص نمونه های ارزان قیمت ثابت نیست.
- هنگامی که قطعه ای را با تنظیمات ریترکشن بالا یا ریترکشن بیش از حد در مدت زمان کوتاه چاپ می کنید. تنظیمات ریترکشن چاپگر سه بعدی خود را بررسی کنید و مقدار کل ریترکشن و/یا فاصله ریترکشن را کاهش دهید. گاهی اوقات شل کردن فشار چرخ دنده تغذیه روی فیلامنت می تواند کمک کننده باشد.
- درایورهای استپر بیش از حد گرم شده است.
- نازل در حین عملیات پرینت سه بعدی مسدود شده است.
- اگر این اتفاق خیلی زود رخ دهد، ممکن است فشار برگشتی به دلیل فاصله کم نازل و صفحه ساخت بیش از حد باشد.
- به طور کلی سعی کنید عملیات پرینت سه بعدی را با دمای بالاتر و سرعت پایین تر انجام دهید. توجه داشته باشید دمای چاپ نباید از حداکثر دمای چاپ فیلامنت تجاوز کند، زیرا ممکن است سبب انسداد نازل شود.
- تاب خوردگی را بررسی کنید. نواحی تاب خورده به نازل نزدیکتر هستند و فشار برگشتی را افزایش می دهند.
- دمای نازل را در حین چاپ کنترل کنید، افت زیاد دمای چاپ را بررسی کنید.
- نازل خود را به ویژه در هنگام تغییر فیلامنت پرینت سه بعدی تمیز کنید.
- هنگام استفاده از فیلامنت های تقویت شده با ذرات، از یک نازل بزرگتر استفاده کنید.
- فیلامنت انعطاف پذیر گیر کرده است. چاپ فیلامنت های انعطاف پذیر با اکثر اکسترودرهای موجود دشوار است، زیرا این فیلامنت ها تمایل دارند از مسیر مورد نظر خارج شوند. در این حالت عملیات چاپ را با سرعت کمتری انجام دهید، همچنین می توانید دمای چاپ را افزایش دهید.
اکسترود ناکافی در آغاز عملیات پرینت سه بعدی
اکسترود ناکافی در شروع عملیات پرینت سه بعدی بسیار رایج و تا حدی عادی است. ممکن است کمی طول بکشد تا جریان فیلامنت ادامه یابد، در اینجاست که استفاده از لایه skirt مفید است.
- استفاده از یک لایه skirt کمک می کند تا قبل از هدر دادن فیلامنت برای پرینت سه بعدی قطعه، از عملکرد صحیح اکسترودر و همچنین چسبیدن مناسب لایه اول به بستر اطمینان حاصل کنید.
- دستور شروع را در اسلایسر تغییر دهید تا مقداری پرایم اضافه گردد. همچنین ریترکشن را در کد پایانی بررسی کنید.
- اغلب، اکسترود نکردن مناسب در ابتدای چاپ به دلیل نزدیکی بیش از حد نازل به بستر است که برای رفع آن به روش ذکر شده در خطای شماره 2 مراجعه کنید.
- دمای چاپ را بررسی کنید، ممکن است دمای چاپ پایین در نظر گرفته شده باشد.
اکستروژد ناکافی پس از ریترکشن
پس ار ریترکشن پرینت سه بعدی به ویژه در تنظیمات ریترکشن زیاد، فیلامنت کافی در نازل برای شروع مجدد چاپ در پایان حرکت وجود ندارد.
رفع مشکل:
- طول ریترکشن خود را کاهش دهید.
مجموعه ای از ریترکشن های بسیار سریع می توانند فیلامنت را خرد کنند و زمانی که دوباره شروع به اکسترود کردن کردید، چرخ دنده فیدر روی فیلامنت آسیب دیده بلغزد.
رفع مشکل:
- سرعت ریترکشن را کاهش دهید.
- بررسی کنید که کشش چرخ فیدر درست باشد.
6- اکسترود بیش از حد در پرینت سه بعدی
اکسترود بیش از حد یکی از اشکال اکسترود ناهماهنگ است. این حالت زمانی رخ می دهد که چاپگر سه بعدی، پلاستیک بیش از حدی را از طریق نازل اکسترود می کند. این موضوع سبب ایجاد خطوط ضخیم و ناهموار می گردد.
نحوه رفع:
اکسترودر خود را کالیبره کنید تا مطمئن شوید که اکسترودر شما مقدار مناسب فیلامنت درخواستی را تزریق می کند. گام بعدی برای کالیبراسیون مناسب این است که ضریب اکستروژن را به درستی تنظیم کنید. هر دو گام وابسته به فیلامنت هستند و حتی ممکن است در طول زمان تغییر کنند. همچنین ممکن است شما ضریب اکستروژن را برای چاپ قبلی تغییر داده و فراموش کرده باشید آن را در نرم افزار اسلایسر مجدداً تنظیم کنید. دما نیز می تواند در اکستروژن بیش از حد نقش داشته باشد.
برای آگاهی از سایر مشکلات پرینت سه بعدی مقاله های بعدی را دنبال کنید.
در صورت تمایل میتوانید فایل PDF این مقاله را در قسمت زیر دانلود و با ذکر منبع مورد استفاده قرار دهید. 



ثبت ديدگاه