
در مورد تکنولوژی پرینت سه بعدی، این یک محدودیت پذیرفته شده است که قطعات تولید شده به روش ساخت افزایشی باید کوچکتر از دستگاه پرینتر سه بعدی باشند. پس از اتمام عملیات پرینت سه بعدی قطعات، عملیات پس پردازش و مونتاژ قطعات با هدف ساخت سازه های بزرگتر صورت می گیرد. پرینت سه بعدی در مقیاس بزرگ امکان پذیر است اما تعداد این سیستم ها در مقایسه با پرینتر های سه بعدی رومیزی در دسترس کمتر می باشد. در حال حاضر حجم پرینت سه بعدی یکی از بزرگترین دستگاه های موجود در بازار ۱ مترمکعب است. دانشمندان در یک مقاله تحقیقاتی منتشر شده در مجله Applied Materials & Interfaces، قابلیت انبساط فوم پرینت سه بعدی شده را به عنوان یک راه حل برای رفع محدودیت حجم ساخت بررسی کرده اند.
تولید ساختار های بزرگ با استفاده از پرینت سه بعدی قطعات با قابلیت انبساط
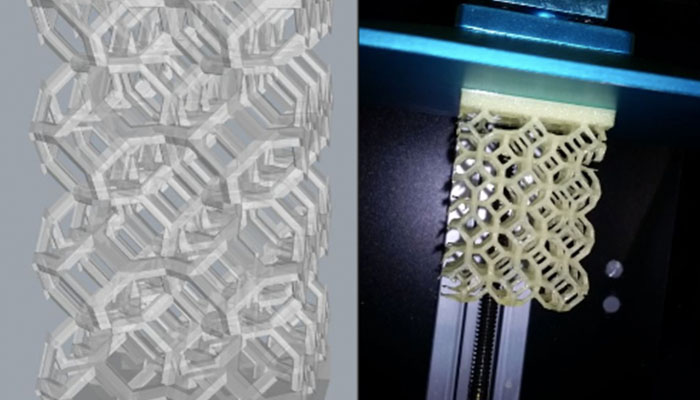
محققان دانشگاه کالیفرنیا در مقاله ای تحت عنوانHighly Expandable Foam for Lithographic 3D Printing در مورد توسعه یک فوم پیش پولیمر برای استریولیتوگرافی توضیح دادند. در ساخت افزایشی لیتوگرافی که به فرآیند پلیمریزاسیون متکی است، لایه های مواد (در این مورد رزین) با استفاده از منبع نور سخت می شوند. فوم پیش پولیمر می تواند پس از اتمام عملیات پرینت سه بعدی منبسط شود و قطعاتی با حجمی ۴۰ برابر حجم اصلی آنها تولید کند. بنابراین با استفاده از این فرآیند، دیگر حجم ساخت دستگاه پرینتر سه بعدی اندازه قطعات پرینت سه بعدی شده را محدود نمی کند.
ممکن است این سؤال برای شما پیش بیاید که پرینت سه بعدی فوم در چه رشته هایی مفید است. محققان در چکیده مقاله ذکر شده اینگونه توضیح داده اند: “هندسه های پیچیده متشکل از فوم های متخلخل در زمینه های نیازمند به تکنولوژی مانند معماری، هوافضا، انرژی و زیست پزشکی از اهمیت بالایی برخوردار هستند.”
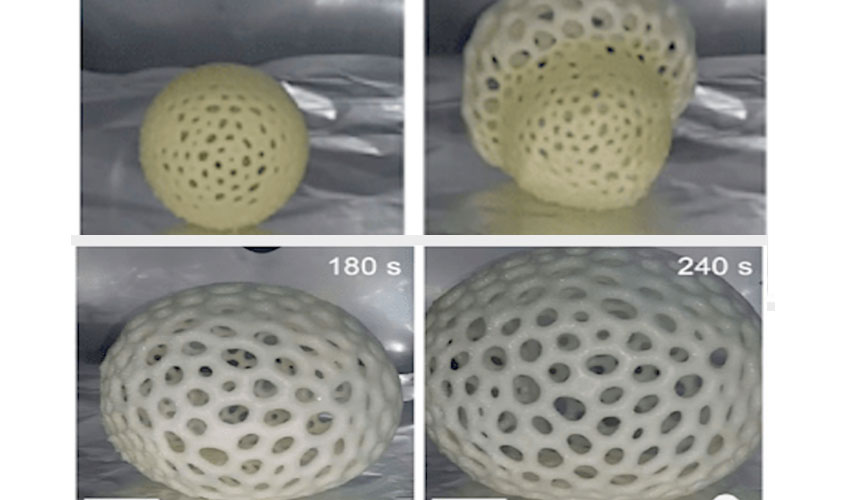
در طول توسعه این فناوری و مواد آن، دو نمونه ساخته شد. اولین مورد یک توربین بادی مارپیچی بود که در مقیاس یک سوم پرینت سه بعدی شد و سپس به اندازه مورد نظر گسترش یافت. مورد دوم بدنه یک قایق کوچک بود که در همان مقیاس پیش از انبساط با استفاده از این فرایند پرینت سه بعدی ساخته شد. این تیم قطعات را برای انبساط به مدت ده دقیقه در دمای ۲۰۰ درجه سانتیگراد گرم کردند.
این تیم برای تهیه صحیح مواد یک مونومر را که به عنوان بلوک ساخت برای رزین پلیمر عمل می کند انتخاب کرد: ۲- هیدروکسی اتیل متاکربلات. در مرحله بعد ، آنها مجبور بودند غلظت بهینه آغاز کننده نوری را به همراه ماده پف دهنده مناسب بیایند. پس از انجام چندین آزمایش این تیم یک ماده پف دهنده غیر سنتی که معمولاً با پلیمرهای مانند پلی استایرن استفاده می شود انتخاب کردند. اندازه گیری دقت این فرایند پرینت سه بعدی جالب خواهد بود. البته هر تغییر شکلی در طول انبساط می تواند بدتر شود. بنابراین دستیابی به نتایج نهایی سازگار و دقیق دشوار است.
منبع: https://www.3dnatives.com/
در صورت تمایل میتوانید فایل PDF این مقاله را در قسمت زیر دانلود و با ذکر منبع مورد استفاده قرار دهید.




ثبت ديدگاه