

در مقاله مشکلات رایج پرینترهای سه بعدی (بخش اول) به بررسی لیست خطاهای پرینتر سه بعدی و روش های برطرف سازی 6 مورد اول پرداختیم. در این مقاله به بررسی علت و راه حل مشکلات زیر خواهیم پرداخت.
7. تغذیه نامناسب فیلامنت
8. سایش فیلامنت توسط اکسترودر
9. خرد شدن فیلامنت توسط اکسترودر
10. سایر مشکلات مرتبط با فیلامنت
11. گرفتگی نازل
12. سایر انسداد ها
13.رشته ای شدن
14. گرم شدن بیش از حد
15. پای فیلی شدن
16. خرابی دیواره ها
17. پیچش و زبری گوشه ها
18. جدایی لایه ها
7- تغذیه نامناسب فیلامنت
عملکرد درست به این بستگی دارد که اکسترودر شما مقدار کافی از متریال را در هر زمانی تغذیه کند. هرگونه بی نظمی در تزریق متریال، پرینت سه بعدی شما را خراب می کند. اول از همه به صدای موتور اکسترودر توجه کنید، این اولین نشانه است.
اشکال در عملکرد موتور اکسترودر
موتور اکسترودر در زمان پرش از یک مرحله، صدای متفاوتی می دهد. این حالت زمانی رخ می دهد که نیروی مورد نیاز برای فشار فیلامنت از قدرت موتور بالاتر است. علت های این موضوع در ادامه بررسی می شود:
-
تغییر شکل فیلامنت
فیلامنت را از اکسترودر خارج کرده و آن را بررسی کنید. احتمالاً فیلامنت شما تغییر شکل داده یا خرد شده است. در این صورت ممکن است بخواهید فشار وارد بر چرخ دنده تغذیه کننده را کاهش دهید. اگر فیلامنت خرد نشده باشد، افزایش فشار باعث جلوگیری از تغذیه صحیح فیلامنت می شود. توجه داشته باشید که این کار را بیش از حد انجام ندهید که مشکلات بالا رخ دهد.
-
کاهش کرنش:
این مشکل زمانی که شما سعی بر پرینت قطعه ای دارید که نیازمند ریترکش های زیاد در مدت زمان کوتاه می باشد بدتر می شود. سعی کنید تعداد ریترکشن ها را کاهش دهید یا آن ها را روی شدت کم تنظیم کنید.
- کاهش اصطکاک:
مسیر فیلامنت را به منظور بررسی اصطکاک اضافی چک کنید.
-
لوله PTFE:
بیشتر هدهای گرم حتی در اکسترودرهای مستقیم شامل یک لوله PTFE می باشند که که از اسکترودر تا هدگرم ادامه می یابد. اگر لوله داخلی خراب شود که اغلب هنگامی که با دمای بسیار بالا پرینت انجام شود(معمولاً دمای بیشتر از 260 درجه سانتیگراد) رخ می دهد، اصطکاک افزایش یافته و ممکن است برای غلبه موتور استپر اکسترودر بر آن زیاد باشد.
-
شکاف لوله PTFE چک شود
اگر هدگرم از یک لوله PTFE استفاده کند که در زاویه ای برش داده شده باشد، هر شکافی باعث می شود گرفتگی نازل دیر یا زود رخ دهد، زیرا فیلامنت ذوب شده خارج لوله چکه کرده و سبب تغییر شکل و کاهش قطر داخلی لوله می گردد.
-
گرفتگی نازل
این حالت معمولا در زمان پرینت با دمای بسیار بالا، دمای بسیار پایین، سرعت بسیار بالا، استفاده از ریترکشن بسیار زیاد، فاصله خیلی نزدیک نازل به صفحه ساخت و غیره رخ می دهد. اما دلیل های مکانیکی دیگری نیز ممکن است سبب رخ دادن این مشکل شوند، به ویژه اگر بعد از تمیز کردن نازل مجدداً این مشکل رخ دهد. توجه داشته باشید که اگر هد گرم شما به درستی اسمبل نشده باشد ممکن است وقوع این مشکل را تشدید کند. در این حالت Vref استپر اکسترودر را افزایش دهید، که به آن قدرت بیشتری برای ایجاد فشار قویتر می دهد. اما در صورت انجام این کار به دمای داریور و موتور دقت کنید.
مشکلات مرتبط با لوله Bowden
اگر از یک اکسترودر Bowden استفاده می کنید، با نقاط ضعف رایج زیر مواجه خواهید شد:
- مشاهده زباله در لوله Bowden
- فرسودگی لوله Bowden و در نتیجه افزایش اصطکاک
- اگر شعاع خم شدن لوله Bowden زیاد است، لوله بلندتری را در نظر بگیرید یا مسیر آن را صاف کنید.
- یک مشکل رایج در مورد اکسترودرهای Bowden زمانی است که لوله تا انتها به داخل HotEnd فشار داده نمی شود یا انتهای لوله ساییده شده یا به صورت زاویه دار بریده شده است. هر شکافی که وجود داشته باشد دیر یا زود منجر به گرفتگی می شود زیرا فیلامنت ذوب شده در اطراف لوله نشت می کند و باعث تغییر شکل آن می گردد.
عدم تزریق توسط اکسترودر تزریق
اگر هیچ فیلامنتی از نازل پرینتر سه بعدی خارج نمی شود، به احتمال زیاد مشکلی در اطراف قسمت تغذیه کننده اکسترودر داریم.
موتور حتی بدون فیلامنت با شدت به جلو و عقب میچرخد
این علامت می تواند نشانه شل بودن کابل موتور در برد یا انتهای موتور، شکستگی کابل یا شکستگی یا شل شدن پین در اتصال دهنده باشد. اگر این اتفاق افتاد، فوراً چاپگر را متوقف کنید، آن را خاموش کرده و صبر کنید خنک شود. یک سیم شکسته روی استپر می تواند با ایجاد اسپک های ولتاژ بالا در حین اتصال و قطع استپر، به راحتی یک تراشه درایور را خراب کند (اگر هنگام روشن شدن چاپگر به صورت دستی استپر موتور را جدا یا دوباره وصل کنید، ممکن است همین آسیب رخ دهد).
8. ساییده شدن فیلامنت پرینت سه بعدی توسط اکسترودر
ساییده شدن فیلامنت پرینت سه بعدی هرگز خوب نیست. در این حالت هنگامی که فیلامنت را به صورت دستی از اکسترودر بیرون می کشید، می توانید فرورفتگی های روی فیلامنت در نتیجه فشار چرخ دنده را مشاهده کنید. این فرورفتگی ها باید به صورت دستی با کمی فشار حذف شوند. این خطا معمولاً زمانی رخ می دهد که فشار داخل HotEnd خیلی زیاد شده یا چیزی مانع انتقال فیلامنت شود.
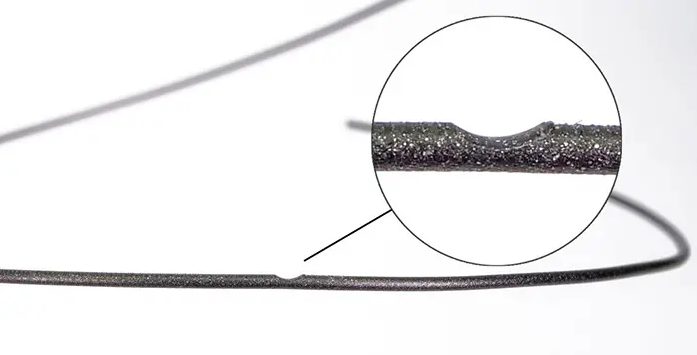
ساییده شدن فیلامنت پرینت سه بعدی توسط اکسترودر
نحوه رفع مشکل :
-
فیلامنت تغییر شکل یافته یا قطر فیلامنت بسیار ضخیم است
از کولیس های خوب برای اندازه گیری قطر فیلامنت استفاده کرده و گرد یا صاف بودن آن را بررسی کنید. اگر مقدار اندازه گیری شده بیشتر از آنچه باید باشد و یا اگر کاملاً گرد نیست، قرقره فیلامنت را تعویض یا بازگردانید. فیلامنت های ارزان قیمت اغلب دارای نوسانات زیادی در قطر خود هستند.
-
فیلامنت پیچ خورده، گره خورده و یا از قرقره باز نمی شود
ممکن است بتوانید این مشکل را مشاهده کرده و گره را باز کنید یا در صورت وجود پیچ خوردگی، یک یا دو لایه را بردارید.
-
اصطکاک بیش از حد در مسیر فیلامنت
این مشکل به ویژه در لوله های فرسوده یا کثیف رایج است. تمیز بودن مسیر فیلامنت را به خصوص اگر از لوله Bowden استفاده می کنید مورد بررسی قرار دهید. اگر لوله Bowden یا قسمت دیگری فرسوده شده باشد، آن را تعویض کنید.
-
تلاش برای اکسترود مواد بیش از اندازه نازل
اکسترودر خود را کالیبره کرده و جریان مواد پرینت سه بعدی را کاهش دهید. تنظیمات اکستروژن مخصوصاً در هنگام تغییر اندازه نازل و استفاده از نازل های کوچکتر باید به درستی انجام شود. نازل هایی با قطر کوچک تر با فشار بالاتری در هنگام خروج فیلامنت مواجه می شوند. فشار بیش از حد و چرخ دنده موتور تغذیه کننده تمایل دارند به جای فشار فیلامنت، آن را خرد کنند.
-
گرفتگی جزئی یا کامل در نازل یا HotEnd
به رفع مشکل گرفتگی نازل مراجعه کنید.
-
نزدیکی نازل و صفحه ساخت
روش های رفع مشکل فاصله نزدیک نازل و صفحه ساخت و همچنین مشکل تاب برداشتن را در مقاله مشکلات رایج پرینترهای سه بعدی (بخش اول) مطالعه کنید.
-
تلاش برای چاپ با دمای پایین
محدوده دمای فیلامنت پرینت سه بعدی مورد استفاده را بررسی کنید. دمای چاپ خود را به تدریج با افزایش 5 درجه سانتیگراد در محدوده دمای مجاز افزایش دهید، توجه داشته باشید در حدود 10 درجه سانتیگراد زیر دمای انتقال شیشه ای باقی بمانید.
-
تلاش برای پرینت سه بعدی با سرعت بالا
در زمان پرینت با سرعت بالا، اگر پارامتر های دیگر برای اجازه دادن به سرعت بیشتر را تنظیم نکرده باشید، باعث مشکلاتی مانند عدم امکان تغذیه سریع فیلامنت می شود. سعی کنید سرعت خود را هر بار به میزان 10 میلی متر بر ثانیه کاهش دهید تا زمانی که فیلامنت به درستی تغذیه شود.
9. خرد شدن فیلامنت پرینت سه بعدی توسط اکسترودر
درست مانند ساییده شدن فیلامنت، خرد شدن فیلامنت نیز ایده آل نیست. این مشکلات اغلب مرتبط، اما قابل حل هستند. علامتی که نشان می دهد اکسترودر فیلامنت را خرد می کند این است که به نظر می رسد فیلامنت تغییر شکل یافته است. این حالت زمانی رخ می دهد که:
- فشار چرخ دنده فیدر بسیار زیاد است و سبب تغییر شکل فیلامنت در حین عبور از فیدر می شود.
- چاپ یک قطعه با ریترکشن زیاد در زمان کوتاه باعث خرابی فیلامنت می شود، به خصوص اگر فشار فیدر فیلامنت را کمی فشرده کند.
نحوه رفع مشکل:
-
کاهش تنش چرخ دنده هرزگرد
اگر اکسترودر شما به نوعی تنظیم تنش چرخ دنده هرزگرد مجهز است، تنش را کاهش دهید. در غیر اینصورت فیدر را به روش دیگری اصلاح کنید. به عنوان مثال کوتاه کردن فنر هرزگرد یا جایگزینی آن با فنر نرم تر یا امتحان کردن یک نوع یا برند متفاوت فیلامنت توصیه می شود.
-
کاهش میزان ریترکشن
اگر این مشکل به دلیل ریترکشن های بیش از حد ایجاد شده است، از نرم افزار اسلایسر برای کنترل بهتر و کاهش میزان ریترکشن ها استفاده کنید.
10. سایر مشکلات مربوط به فیلامنت پرینت سه بعدی
کیفیت و وضعیت فیلامنت شما نقش مهمی در موفقیت و کیفیت قطعه پرینت سه بعدی شده نهایی شما دارد. در اینجا برخی از مشکلات رایج فیلامنت آورده شده است:
-
قطر ناهماهنگ
اگر قطر فیلامنت شما ثابت نباشد، این موضوع را در چاپ های خود متوجه خواهید شد. بخش هایی که بیش از حد نازک هستند باعث ایجاد اکستروژن کم می شوند یا توسط چرخ دنده منتقل نمی شوند. بخش هایی که بیش از حد ضخیم هستند سبب اکسترود بیش از حد می شوند یا حتی در جایی در طول مسیر گیر می کنند. فیلامنت با کیفیت بالا دارای قطر ثابتی از ابتدا تا انتهای قرقره است.
-
لغزش فیلامنت
ممکن است یک بخش نازک روی یک قرقره با قطر ناهماهنگ وجود داشته باشد. همچنین ممکن است فشار چرخ دنده هرزگرد اکسترودر شما به اندازه کافی بالا نبوده یا دندانه های چرخ دنده های محرک فرسوده باشند.
-
جذب رطوبت
فیلامنت ها مخصوصاً نایلون و PVA رطوبت را جذب می کنند. این اتفاق می تواند برای سایر فیلامنت معمولی مانند ماده پرینت سه بعدی PLA نیز رخ دهد، فقط زمان بیشتری طول می کشد. بنابراین فیلامنت های خود را در کیسه های در بسته با ماده رطوبت گیر نگهداری کنید.
-
فیلامنت کهنه
فیلامنت می تواند به خصوص پس از جذب رطوبت یا قرار گرفتن در معرض اشعه ماوراء بنفش/خورشید برای مدتی طولانی خراب شود. به طور کلی توصیه می کنیم فیلامنت را پس از قرار گرفتن در معرض هوا به مدت بیشتر از 6 ماه تعویض کنید. با این حال اگر فیلامنت به درستی نگهداری شود می تواند بسیار بیشتر دوام بیاورد و اگر باز نشده و در فضای خشک و خنک نگهداری شود ممکن است برای مدت نامحدودی قابل استفاه باشد.
-
فیلامنت شکننده
فیلامنت شکننده ممکن است به معنای کهنگی فیلامنت باشد. همچنین برخی از فیلامنت ها با فرمول های شکننده تر، به ویژه در فیلامنت های PLA یا PMMA وجود دارد که ممکن است هنگام عبور از چرخ دنده درایو شکسته شود. یک آزمایش خوب برای بررسی تازه بودن فیلامنت PLA این است که آن را با انگشتان خود تا 90 درجه (در دمای اتاق ~ 20 درجه سانتیگراد) خم کنید. اگر بشکند کهنه است. 10-15 متر از قرقره را بیرون کشیده و دوباره امتحان کنید. ممکن است خوش شانس باشید و فقط لایه های بالایی کهنه شده باشند
11. گرفتگی نازل
اکثر انسدادهای کامل به شما یک علامت هشدار اولیه را با اکسترود ناکافی می دهند، در واقع اکسترود ناکافی علامت انسداد جزئی است. گاهی اوقات یک ذره درون فیلامنت باعث مسدود شدن فوری نازل می شود. گرفتگی نازل ها ممکن است به دلایل مختلفی اتفاق بیفتد:
- فیلامنت با دمای خیلی بالا چاپ شده است یا فاصله نازل به بستر خیلی نزدیک است
- چاپگر با یک نازل گرم شده بیکار مانده است
- گرد و غبار و خاک ممکن است به داخل اکسترودر HotEnd که اکنون مسدود شده است کشیده شده باشد.
- فیلامنت دارای ذراتی باشد که سبب انسداد نازل شود
- نازل به طور منظم تمیز نشود که به مرور سبب گرفتگی شده باشد
- فیلامنتی که دفعه قبل چاپ کرده اید، در دمای بسیار متفاوتی با فیلامنت فعلی چاپ شده است.
- فیلامنت پرینت سه بعدی مورد استفاده و یا برند آن به طور متناوب بدون تمیز کردن نازل تعویض شود.
- استفاده از فیلامنت چوب سبب تشدید گرفتگی نازل می شود.
نحوه رفع مشکل:
پیشگیری در صورت امکان همیشه بهتین راهکار است. اما در صورت ایجاد گرفتگی در نازل، ابتدا توصیه های سازنده پرینتر سه بعدی خود را بررسی کنید.
جلوگیری از گرفتگی اکسترودر
فیلامنت به خصوص پس از جذب رطوبت یا قرار گرفتن در معرض اشعه ماوراء بنفش/خورشید برای مدتی طولانی خراب می شود.
- با انجام تعمیرات پیشگیرانه (تمیز کردن منظم) از تجمع فیلامنت و ذرات در نازل خود جلوگیری کنید.
- از یک فیلتر فیلامنت استفاده کنید. فیلتر فیلامنت یک ابزار کوچک است که قبل از اینکه فیلامنت از طریق اکسترودر تغذیه شود هر چیزی که روی فیلامنت نشسته باشد را فیلتر می کند. مدل سه بعدی این فیلتر را می توان از در وب سایت هایی مانند thingiverse دانلود و چاپ کرد.
- هرگز از دمای توصیه شده برای فیلامنت مورد استفاده تجاوز نکنید. فیلامنت با دمای بسیار بالا نازل ها را مسدود می کند. همیشه در حدود 10 درجه سانتیگراد زیر دمای انتقال شیشه ای فیلامنت، عملیات پرینت را انجام دهید.
- در هنگام استفاده از فیلامنت های دارای ذرات، از نازل با قطر حداقل 0.5 میلی متر یا بیشتر استفاده کنید.
رفع انسداد نازل مسدود شده
- میتوانید با یک سوزن گرفتگی نازل را برطرف کنید.
- یک روش بسیار مؤثر برای تمیز کردن انسداد، به اصطلاح کشش سرد یا “روش اتمی” نامیده می شود.
- نازل خود را پس از جداکردن از چاپگر سه بعدی، با یک مشعل گازی گرم کنید. ایده این است که انسداد داخل نازل را گرم و ذوب کنید. این روش ایمن نیست.
- در هنگام استفاده از ماده پرینت سه بعدی ABS می توانید نازل را چند ساعت در حمام استون خیس کنید. استون سبب حل شدن انسداد می شود. توجه داشته باشید که این روش تنها برای فیلامنت های محلول در استون مانند ABS، ASA، PMMA، HIPS و پلی کربنات عمل می کند.
- شما می توانید مورد قبل را برای ماده پرینت سه بعدی PLA با حمام اتیل استات انجام دهید.
12. سایر انسدادها
متأسفانه، نازل تنها جزئی نیست که ممکن است مسدود شود. اگر دیگر هیچ فیلامنتی از نازل خارج نمی شود، ممکن است انسداد واقعی در خود نازل نباشد. شما باید کل مسیر عبور فیلامنت از تغذیه کننده تا نازل را بررسی کنید.
- انسداد به خصوص در هنگام استفاده از فیلامنت های انعطاف پذیر، بلافاصله بعد از چرخ دنده رخ می دهد. این موضوع ممکن است برای برخی از چاپگرها رایج باشد، بنابراین حتماً از سازگاری چاپگر سه بعدی با فیلامنت های انعطاف پذیر اطمینان حاصل کنید.
- لوله های Bowden تمایل دارند زباله ها را جمع کرده، اصطکاک را افزایش داده و باعث انسداد شوند. این لوله ها را بررسی کرده، تمیز کنید و در صورت نیاز تعویض نمایید.
- یکی دیگر از نقاطی که مسدود می شود، جایی است که لوله Bowden در اکسترودرهایBowden (یا لوله PTFE در برخی HotEnds ها) با قطعات فلزی برخورد می کند. اگر نوک لوله فرسوده، فرورفته، کربنیزه شده یا با زاویه 90 درجه بریده شده باشد مشکل ایجاد می کند. همچنین مطمئن شوید که لوله شما تا آنجا که ممکن است محکم قرار گرفته باشد. اگر لوله به عنوان مثال در حین ریترکشن حرکت کند، احتمال انسداد افزایش می یابد.
13. رشته ای شدن
رشته ای شدن یک مشکل رایج در پرینتر های سه بعدی هستند که معمولاً علت اصلی یکسانی دارند. چاپ با دمای بسیار بالا و استفاده از تنظیمات ریترکشن نامناسب سبب رشته ای شدن می شوند. علامت رشته ای شدن معمولاً کاملاً واضح است. همچنین ممکن است مشاهده کنید که فیلامنت بسیار روان از نازل خارج می شود. چاپ با دمای بسیار بالا باعث روان شدن فیلامنت می شود و همچنین به این معنی است که سرد شدن آن پس از چاپ بیشتر طول می کشد.
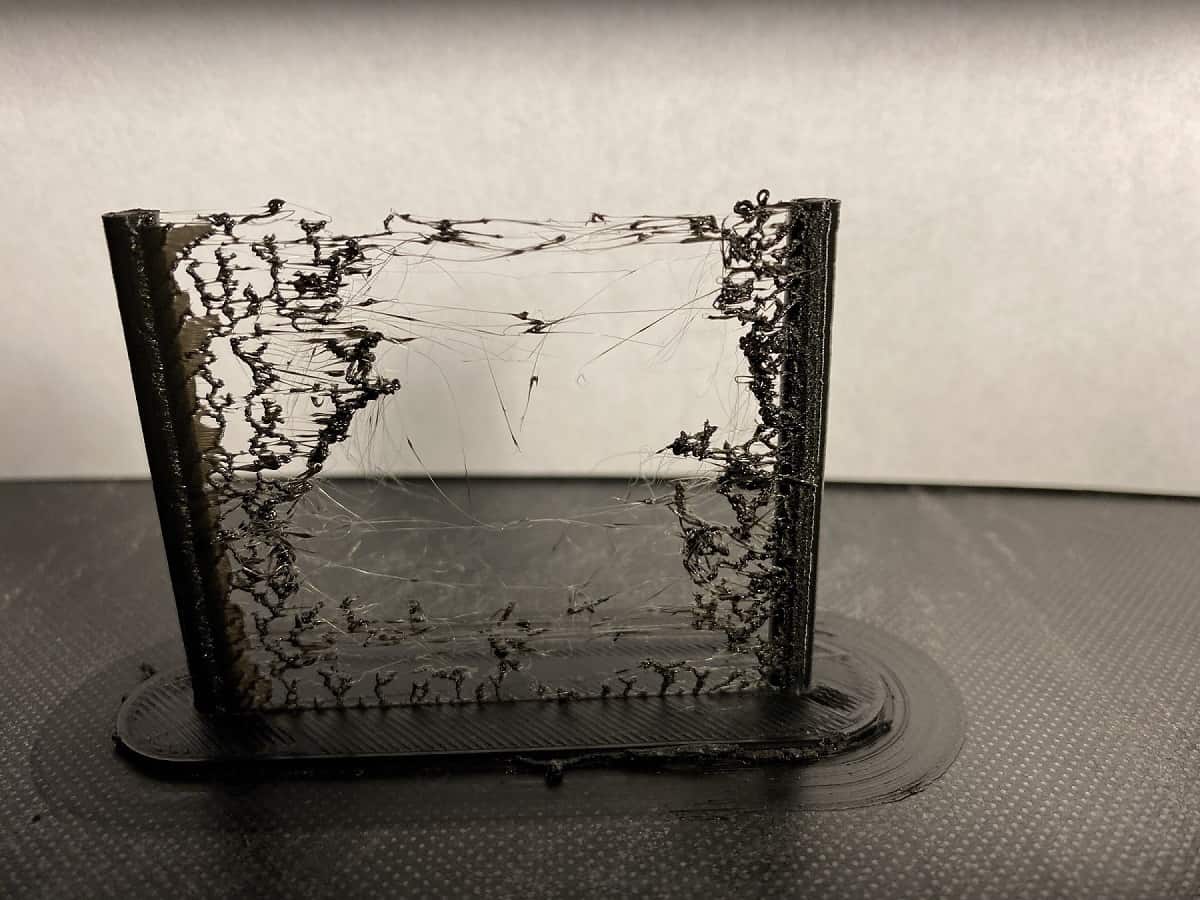
رشته ای شدن
نحوه رفع مشکل:
-
افزایش طول ریترکشن
طول ریترکشن را در نرم افزار اسلایسر افزایش دهید. به عنوان یک قانون کلی، معمولاً حداکثر طول ریترکشن مناسب برای اکثر اکسترودرهای مستقیم 3 میلی متر و برای اکسترودرهای Bowden 4 تا 6 میلی متر است.
-
افزایش سرعت ریترکشن
سرعت ریترکشن را افزایش دهید. حداکثر سرعت کاملاً به اکسترودر شما بستگی دارد، بنابراین ارائه یک توصیه معتبر دشوار است. زمانی که در تنظیم سرعت ریترکشن شک دارید، سرعت40 میلی متر بر ثانیه را امتحان کنید.
-
قطعات را نزدیک تر به یکدیگر بچینید
فاصله های طولانی در اطراف صفحه ساخت باعث می شود پرینت سه بعدی شما رشته ای شود، چیدن قطعات را طوری تنظیم کنید که روی صفحه ساخت نزدیکتر باشند، این موضوع می تواند به جلوگیری از پرینت سه بعدی رشته ای کمک کند.
-
افزایش سرعت پرینت سه بعدی
سرعت پرینت سه بعدی را در نرم افزار اسلایسر افزایش دهید. سرعت پرینت سه بعدی سرعتی است که نازل روی صفحه ساخت حرکت می کند. سرعت بیشتر به معنای زمان کمتری برای تزریق بین نقاط لایه است.
-
کالیبره کردن مراحل
هر زمان که با هر نوع مشکل اکستروژن مواجه شدید از کالیبره بودن اکسترودر و مناسب بودن ضریب اکستروژن اطمینان حاصل کنید. هر دو مورد نقش کلیدی در ارائه قطعات با ظاهری درست و زیبا دارند. همچنین اکستروژن بیش از حد نیز سبب افزایش رشته ای شدن می گردد.
-
افزایش سرعت فن های خنک کننده
سرعت فن های خنک کننده را افزایش دهید. سعی کنید با افزایش 20 درصد تا 100 درصدی فن های خنک کننده از بروز مشکل رشته ای شدن جلوگیری کنید. در برخی موارد ممکن است سرعت 100% فن نیز کافی نباشد. برخی از کاربران برای افزایش جریان هوا، فن های خنک کننده اضافی نصب می کنند یا یک فن رومیزی را در کنار پرینتر سه بعدی خود قرار می دهند.
-
چاپ اشیاء منفرد
اگر چندین قطعه را به طور همزمان چاپ می کنید، به جای قرار دادن چندین شی روی صفحه ساخت، سعی کنید یک قطعه را چاپ کنید. این کار همه جابجاییهای بین قطعات را حذف کرده و درنتیجه رشته ای شدن را کاهش می دهد.
نکات ویژه فیلامنت مصرفی:
- فیلامنت های انعطاف پذیر معمولاً به ریترکشن های طولانی تری نیاز دارند. بنابراین در وهله اول آن را با ریترکشن کوتاه تر یا حتی بدون ریترکشن چاپ کنید.
- ماده ASA نیز مانند ماده پرینت سه بعدی ABS به شدت به تغییرات دمایی ناگهانی واکنش نشان می دهد. اگر به طور ناگهانی کاکرد فن های خنک کننده را افزایش دهید ممکن است این ماده ترک بخورد. گرم شدن بیش از حد
14. گرم شدن بیش از حد
یکی از زشت ترین اشکالات پرینت سه بعدی، گرم شدن بیش از حد است. در این حالت چاپ شما شکل کلی درستی دارد اما در جایی که بیش از حد گرم شده است تغییر شکل داده است. در این حالت فیلامنت خیلی داغ شده و به اندازه کافی خنک نمی شود. علت اصلی گرم شدن بیش از حد، فن خنک کننده ناکافی است.
نحوه رفع مشکل :
- سرعت فن های خنک کننده را افزایش دهید. شما می توانید سرعت فن های خنک کننده را تا 100 درصد افزایش دهید. در نظر داشته باشید این امر ممکن است برای همه فیلامنت ها مناسب نباشد، بنابراین حتما توصیه های سازنده فیلامنت پرینت سه بعدی را بررسی کنید.
- برای شروع، چاپ با دمای پایین تر را امتحان کنید. گاهی اوقات می توانید دمای پرینت سه بعدی را برای بقیه عملیات افزایش دهید. همچنین می توانید دمای پرینتر را در زمان نزدیکی به مشکل کاهش دهید.
- سرعت چاپگر را کاهش دهید، این امر به چاپ زمان بیشتری می دهد تا خنک شود. زمان بازگشت نازل به همان نقطه روی جسم شما نباید کمتر از 15 ثانیه باشد.
- اگر نرم افزار اسلایسر شما از این قانون پشتیبانی می کند، حداقل زمان برای هر لایه را به گونه ای تنظیم کنید تا از خنک شدن مناسب اطمینان حاصل شود.
- نکته: می توانید یک مکث به اسکریپت تغییر لایه اضافه کنید و نازل را برای چند ثانیه دور از قطعه پارک کنید.
- راه حل: سعی کنید دو کپی از قطعه را به طور همزمان چاپ کنید، حرکت بین این 2 قطعه باعث خنک شدن بیشتر می شود.
نکات ویژه فیلامنت پرینت سه بعدی:
- ماده پرینت سه بعدی PLA اغلب با 100% سرعت فن های خنک کننده چاپ می شود، بنابراین اگر گرمای بیش از حد مشاهده کردید، دمای چاپ شما بسیار بالا است. پیشنهاد می شود از پایین ترین دمای محدوده دمای پیشنهادی فیلامنت مورد استفاده شروع کنید و در صورت نیاز دما را افزایش دهید.
- در زمان استفاده از ماده پرینت سه بعدی ASA سرعت فن های خنک کننده قطعه نباید به بیش از 10-20 درصد برسد. در صورت گرم شدن بیش از حد با ASA، دمای چاپ خود را کاهش دهید.
15. پای فیلی شدن
پای فیلی یک مشکل کلاسیک در پرینت سه بعدی است. در این حالت دمای بیش از حد بستر سبب پهن شدن لایه اول می شود که قطعات ما را خیلی بزرگ می کند. به دنبال آن یک فرورفتگی مقعر در چند خط بعدی قبل از اینکه همه چیز صاف شود ادامه می یابد. با دور شدن از بستر، تأثیر دما بر فیلامنت کاهش یافته و لایه ها صاف می شوند.
نحوه رفع مشکل:
سرعت فن های خنک کننده قطعه را افزایش دهید. اگر از خنک کننده در حالت 100 درصدی استفاده می کنید، دمای بستر را کاهش دهید. مطمئن شوید که دمای صفحه ساخت در محدوده دمای توصیه شده توسط سازنده قرار دارد. بالاترین دما هرگز نباید از 10 درجه سانتیگراد زیر دمای انتقال شیشه ای تجاوز کند. فاصله نازل تا بستر را کمی افزایش دهید. اگر در حال حاضر در انتهای پایین محدوده دمای صفحه ساخت هستید، می توانید فاصله نازل تا بستر را کمی افزایش دهید.
16. خرابی دیواره ها
خرابی دیواره ها مشکلی بسیار شبیه به پای فیلی شدن است. در این حالت بخشی از دیوار چاپ فرو رفته و پس از چند لایه به ساختار صحیح باز می گردد. وزن لایه های بالایی، لایه های پایینی را که فرصتی برای سفت شدن کامل نداشته اند خرد می کند.
نحوه رفع مشکل :
- دمای بستر را کاهش دهید. مطمئن شوید که دمای صفحه ساخت در محدوده دمای توصیه شده توسط سازنده قرار دارد. بالاترین دما هرگز نباید از 10 درجه سانتیگراد زیر دمای انتقال شیشه ای تجاوز کند.
- دمای چاپ خود را کاهش دهید. هرچه بتوانید با دمای پایین تری چاپ کنید، فیلامنت چاپ شده سریع تر سرد می شود و از بروز این مشکل جلوگیری می کند.
- همچنین میتوانید سرعت فن خنککننده را افزایش دهید. در نظر داشته باشید سرعت فن خنک کننده باید با فیلامنت مورد استفاده شما سازگار باشد، به توصیه های سازنده فیلامنت پرینت سه بعدی توجه کنید.
نکات ویژه فیلامنت:
- PLA اغلب با 100% فن های خنک کننده چاپ می شود، بنابراین خراب شدن دیواره ها نشان می دهد که دمای چاپ شما بسیار بالا است. پیشنهاد می شود از پایین ترین دمای محدوده دمای پیشنهادی شروع کنید. PLA خالص با کیفیت بالا در دمای 200 درجه سانتیگراد یا کمتر از آن با بهترین کیفیت چاپ می شود.
- در زمان استفاده از ماده پرینت سه بعدی ASA سرعت فن های خنک کننده قطعه نباید به بیش از 10-20 درصد برسد. در صورت گرم شدن بیش از حد با ASA، دمای چاپ خود را کاهش دهید.
- برای فیلامنت های دیگری که آن ها را با سرعت 100 درصد فن های خنککننده چاپ می کنید، فن های خارجی اضافی را در کنار چاپگر اضافه کنید تا خنک سازی بیشتری فراهم شود.
17. پیچش و زبری گوشه ها
تشخیص پیچش و زبری گوشه ها بسیار آسان است و در مقایسه با دیواره های چاپ، کاملاً نامرتب به نظر می رسد. گوشه های ناهموار در اصل گوشه هایی هستند که به سمت بالا خم می شوند. جلوگیری از این مشکل بسیار سخت است زیرا به نظر می رسد فقط بر گوشه های چاپ شما تأثیر می گذارد. پیچ خوردگی و همچنین گوشه های ناهموار یکی دیگر از نشانه های چاپ با دمای بسیار بالا یا سرد نشدن کافی است.
نحوه رفع مشکل:
- چاپ با دمای پایین تر را امتحان کنید. پیشنهاد می شود از پایین ترین دمای محدوده دمای پیشنهادی شروع کنید.
- سرعت چاپ سه بعدی را کاهش دهید تا قبل از قرار دادن لایه بعدی، خط چاپی زمان بیشتری برای خنک شدن داشته باشد.
- همچنین میتوانید سرعت فن خنککننده را افزایش دهید. در نظر داشته باشید کارکرد فن خنک کننده باید با فیلامنت مورد استفاده شما سازگار باشد، به توصیه های سازنده فیلامنت پرینت سه بعدی توجه کنید.
- هنگام چاپ در یک محفظه، همه درها/پانل ها را باز کنید تا دمای محیط کاهش یابد. این روش ممکن است برای همه مواد مناسب نباشد، با سازنده فیلامنت پرینت سه بعدی مشورت کنید.
- ارتفاع لایه متفاوتی را امتحان کنید. در نمونههای کلاسیک، چاپ با ارتفاع لایه 0.2 میلی متر معمولاً مشکل را از بین می برد، در حالی که هنگام چاپ با لایه های 0.1 میلی متری این خطا کاملاً آشکار است. ممکن است برای چاپ خاص شما آزمایش لازم باشد، بنابراین هر بار یک تغییر کوچک ایجاد کرده و آزمایش کنید.
- همچنین می توانید با افزودن فن های خارجی بیشتر در کنار چاپگر یا بهینه سازی طراحی کانال فن، قابلیت های خنک کننده را افزایش دهید.
نکات خاص فیلامنت:
- در زمان استفاده از ماده پرینت سه بعدی ASA سرعت فن های خنک کننده قطعه نباید به بیش از 10-20 درصد برسد. در صورت گرم شدن بیش از حد با ASA، دمای چاپ خود را کاهش دهید. اگر با ASA این خطا را تجربه کردید، دمای چاپ خود را کاهش دهید.
18. ترک خوردگی یا جدایی لایه
تشخیص ترک خوردگی و اکستروژن ناکافی ممکن است دشوار باشد، بنابراین این بخش به شما کمک می کند تا این دو خطا را از یکدیگر تشخیص داده و مطابق دستورالعمل ها نسبت به رفع آن ها اقدام نمایید. در نگاه اول تمایز بین ترک خوردگی و اکستروژن ناکافی می تواند مشکل باشد، زیرا هر دو در لایه ها شکاف ایجاد می کنند یا به نظر می رسد برخی لایه ها از بین رفته اند. بهترین راه برای تشخیص، تفاوت ظاهری است. در ترک خوردگی لایه ها با برش های تمیزی از یکدیگر جدا شده و ممکن است کمی خمیدگی یا پیچ خوردگی به سمت بالا داشته باشند، این در حالی است که در اکستروژن ناکافی رسوب مواد اسفنجی در شکاف ها مشاهده می شود. ترک خوردگی زمانی اتفاق می افتد که لایه های چاپ سه بعدی شده به دلیل نیروهای وارده به قطعه هنگام سرد شدن لایه ها با سرعت متفاوت، جدا می شوند. نیروهای تاب برداشتن از قدرت چسبندگی لایه فراتر رفته و لایه ها به سادگی جدا می شوند.
نحوه رفع مشکل :
-
کاهش ارتفاع لایه ها
اگر ارتفاع لایه ها را بیشتر از مقدار متناسب با اندازه نازل در نظر بگیرید، احتمال وقوع این مشکل افزایش می یابد. حداکثر ارتفاع لایه نباید از 75 درصد اندازه نازل شما تجاوز کند.
-
افزایش دما
اگر از مواد دما بالا (حدود 230 درجه سانتیگراد یا بالاتر) استفاده می کنید، ممکن است دمای چاپ برای ماده انتخابی پایین باشد. دمای چاپ خود را به طور متناوب هر بار 5 درجه سانتی گراد افزایش دهید تا زمانی که مشکل برطرف شود.
-
کاهش سرعت فن خنک کننده
سرعت فن خنک کننده قطعه خود را کم یا آن را خاموش کنید. از افزایش ناگهانی و زیاد سرعت فن اجتناب کنید. در واقع هدف این است از تغییرات شدید دما جلوگیری شود.
-
استفاده از یک محفظه
از چاپ خود در برابر هوای سرد محافظت کنید. اگر از یک پرینتر سه بعدی محفظه بسته استفاده نمی کنید، یک محفظه در اطراف بستر چاپ بسازید.
-
گرد کردن لبه ها
اگر بعد از اعمال تغییرات بالا، همچنان با مشکلات جدایی لایه ها مواجه هستید، ممکن است ارزش آن را داشته باشد که با گرد کردن مدل، تنش روی لبه ها را کاهش دهید. گوشه های تیز زودتر ترک می خورند زیرا تنش در آن نقاط بیشتر است.
-
تغییر فیلامنت
برخی از فیلامنت های پرینت سه بعدی چسبندگی لایه ای کمتری دارند. اگر تمام نکات بالا را امتحان کرده اید، ممکن است لازم باشد به دنبال فیلامنت با کیفیت بالاتری باشید.
نکات ویژه فیلامنت:
- فیلامنت پرینت سه بعدی ABS در برخورد هوای سرد به چاپ قبل از خنک شدن کامل بسیار حساس است. پیشنهاد می شود هیچ فنی در هنگام استفاده از این ماده روشن نباشد. بهترین روش در پرینت سه بعدی ماده ABS استفاده از یک محفظه کاملاً بسته و گرم است.
- ماده پرینت سه بعدی ASA نیز می تواند بسیار مستعد این مشکل باشد. پرینت سه بعدی ماده ASA در محیط گرم توصیه می شود، بنابراین یک محفظه گرم و بسته بهترین راه حل است. با این حال می توان این ماده را با یک محفظه گرم نشده یا حتی در یک چاپگر باز با یک محافظ ساده استفاده کرد. در زمان استفاده از ماده پرینت سه بعدی ASA سرعت فن های خنک کننده قطعه نباید به بیش از 10-20 درصد برسد.
- در هنگام پرینت سه بعدی ماده PLA با دمای بسیار پایین نیز ممکن است جدایی لایه ها رخ دهد. سعی کنید دمای چاپ را به طور متناوب هر بار به میزان 5 درجه سانتیگراد افزایش دهید تا زمانی که چسبندگی لایه ها موفقیت آمیز باشد.
برای آگاهی از سایر مشکلات پرینت سه بعدی مقاله های بعدی را دنبال کنید.
در صورت تمایل میتوانید فایل PDF این مقاله را در قسمت زیر دانلود و با ذکر منبع مورد استفاده قرار دهید. 



ثبت ديدگاه