
پلاستیکها به عنوان متداولترین مواد برای تولید قطعات و محصولات نهایی، از محصولات مصرفی تا تجهیزات پزشکی، نقش مهمی دارند. این مواد به دلیل تنوع بالا و خواص مکانیکی خاص، در طیف گستردهای از کاربردها استفاده میشوند. سوال اصلی این است که چگونه قطعات پلاستیکی ساخته میشوند و کدام روشها برای تولید این قطعات مناسبترند؟
تولید قطعات پلاستیکی با استفاده از فرایندهای مختلفی انجام میشود که هر یک برای کاربردها و هندسههای خاصی مناسب هستند. از روشهای سنتی مانند قالبگیری و اکستروژن گرفته تا فناوریهای نوین مانند چاپ سهبعدی و قالبگیری تزریقی پیشرفته، هر یک مزایا و محدودیتهای خاص خود را دارند. این مقاله به مرور کلی این فرایندها و دستورالعملهای انتخاب بهترین روش برای کاربردهای مختلف میپردازد.
با پیشرفت فناوری، روشهای تولید قطعات پلاستیکی بهبود یافته و توانایی سفارشیسازی در سطح بالاتری فراهم شده است. این فناوریها امکان تولید قطعات با دقت بالا و در تیراژهای مختلف را فراهم میکنند، بدون اینکه هزینههای گزافی را به همراه داشته باشند. این تغییرات نه تنها کارایی و سرعت تولید را افزایش دادهاند، بلکه کیفیت و دقت قطعات نیز بهبود یافته است.
همچنین، توجه به استانداردهای زیستمحیطی و اقتصادی نقش مهمی در پیشرفت این فناوریها داشته است. بهبود فرایندهای تولید قطعات پلاستیکی نشاندهنده قدرت تطبیقپذیری و پیشرفت در عصر مدرن است، عصری که در آن تولید سریعتر و دقیقتر مطابق با نیازهای مشتریان اهمیت بیشتری یافته است.
چگونه فرایند ساخت پلاستیک را به درستی انتخاب کنیم؟
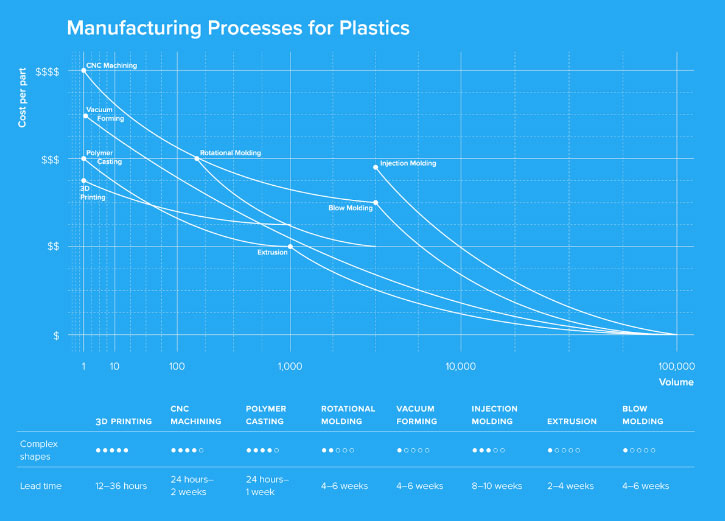
هنگام انتخاب فرایند تولید محصول خود، فاکتور های زیر را در نظر بگیرید:
شکل: آیا قطعات شما دارای جزئیات های داخلی پیچیده یا تلرانس بسته هستند؟ بسته به هندسه یک طرح، گزینه های تولید ممکن است محدود شوند یا به طراحی قابل توجهی برای بهینه سازی ساخت (DFM) نیاز باشد تا تولید قطعه از نظر اقتصادی مقرون به صرفه شود.
حجم / هزینه: حجم کل یا سالانه قطعاتی که قصد ساخت آن را دارید چقدر است؟ هزینه ابزارآلات و نصب در برخی از فرایندهای تولیدی بالا می باشد اما قطعاتی ارزان قیمت تولید می کنند. در مقابل، فرایندهای تولید درحجم کم هزینه راه اندازی کمی دارند اما به دلیل چرخه زمانی کندتر، اتوماسیون کمتر و نیروی کار، هزینه تولید هر قطعه ثابت می ماند یا با افزایش حجم فقط به میزان ناچیز کاهش می یابد.
زمان فرآوری: چقدر سریع به قطعات یا محصولات تولید شده نهایی نیاز دارید؟ برخی فرایندها قطعات اولیه را در عرض ۲۴ ساعت تولید می کنند، این در حالی است که ابزارآلات و راه اندازی برخی از فرایندهای تولیدی با حجم زیاد به ماهها زمان نیاز دارد.
ماده: محصول شما باید در برابر چه تنش ها و کرنش هایی مقاوم باشد؟ ماده بهینه برای یک کاربرد معین توسط فاکتورهای مشخصی تعیین می شود. قیمت باید با کاربرد و زیبایی مورد انتظار مطابقت داشته باشد. ویژگی های ایده آل برای کاربردهای خاص خود در نظر بگیرید و آنها را با گزینه های مواد موجود برای یک فرایند تولیدی معین مقایسه کنید.
چگونه فرایند ساخت قطعات پلاستیک را به درستی انتخاب کنیم؟
انواع پلاستیک ها در تولید قطعات پلاستیکی
پلاستیک ها در هزاران نوع مختلف با مواد شیمیایی پایه گوناگون، مشتقات و مواد افزودنی متفاوت برای پوشش طیف وسیعی از کاربردها ارائه شده اند. برای ساده سازی فرایند یافتن مواد مناسب برای یک قطعه یا محصول خاص، ابتدا باید به دو نوع اصلی پلاستیک نگاه کنیم: ترموپلاستیک و ترموست.
ترموپلاستیک ها
ترموپلاستیک ها متداول ترین نوع پلاستیک هستند. ویژگی اصلی که این پلاستیک ها را از ترموست ها متمایز می کند، توانایی آنها در گذراندن چرخه های ذوب و انجماد متعدد و بدون تخریب قابل توجه است. ترموپلاستیک ها معمولاً به صورت ساچمه های کوچک یا ورق هایی تهیه می شوند که گرم شده و با استفاده از فرایندهای مختلف تولیدی به شکل دلخواه در می آیند. این فرایند کاملاً برگشت پذیر است زیرا هیچ اتصال شیمیایی اتفاق نمی افتد، که این امر سبب بازیافت یا ذوب و استفاده مجدد از ترموپلاستیک ها می گردد.
انواع متداول مواد ترموپلاستیک عبارتند از:
- اکریلیک (PMMA)
- آکریلونیتریل بوتادین استایرن (ABS)
- پلی آمید (PA)
- پلی لاکتیک اسید (PLA)
- پلی کربنات (PC)
- پلیاتراترکتون (PEEK)
- پلی اتیلن (PE)
- پلی پروپیلن (PP)
- پلی وینیل کلراید (PVC)
پلاستیک های ترموست
در مقایسه با ترموپلاستیک ها، پلاستیک های ترموست پس از پخت در یک حالت جامد دائمی باقی می مانند. ساختار مولکولی پولیمر ها همانطور که در شکل زیر مشاهده می شود به چهار دسته خطی، شاخه ای، اتصال عرضی و شبکه ای دسته بندی می شوند. پلیمرهای موجود در مواد ترموست در طی فرایند پخت که در اثر حرارت، نور یا اشعه انجام می شوند پیوند عرضی (پیوند شیمیایی بین زنجیره های پلیمری) ایجاد می کنند. این فرایند پخت پیوند شیمیایی برگشت ناپذیری ایجاد می کند. پلاستیک های ترموست هنگام گرم شدن به جای ذوب، تجزیه می شوند و پس از خنک شدن تغییر شکل نمی دهند. بازیافت ترموست ها یا بازگرداندن مواد به اجزای اصلی آن امکان پذیر نیست.
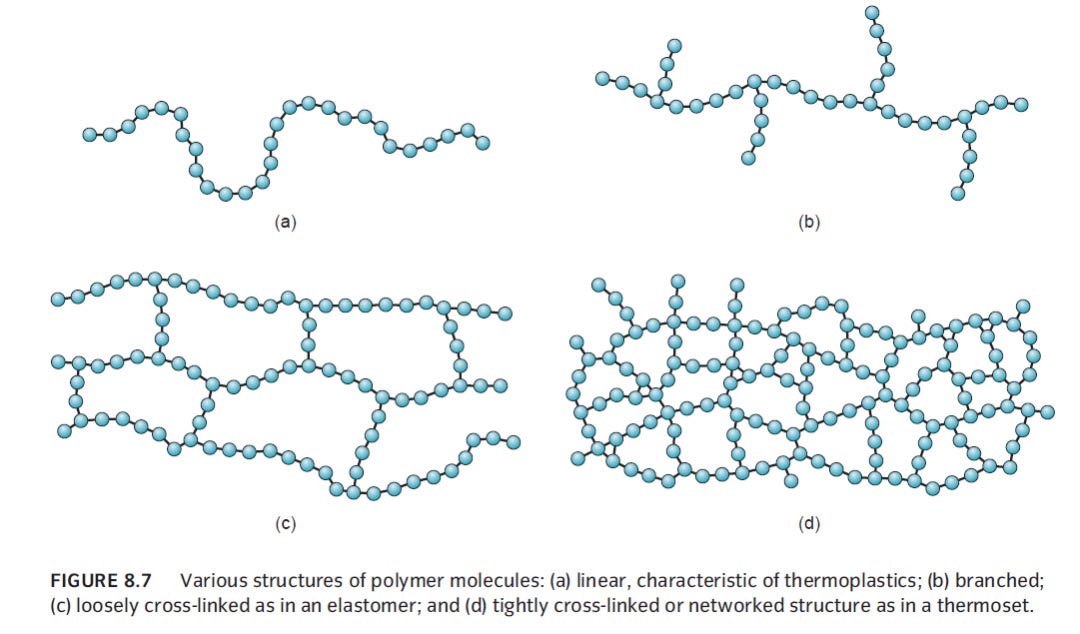
ساختار مولکولی پولیمر ها
انواع متداول مواد ترموست:
- فنول فرمالدهید (با نام تجاری باکالیت)
- اوره فرمالدهید
- سیانات استر
- اپوکسی
- پلی استر
- پلی اورتان
- سیلیکون
- لاستیک ولکانیزه
خواص کلیدی پلاستیکها در ساخت قطعات پلاستیکی
- دوام: پلاستیکها بسته به نوع، دوام متفاوتی دارند. ترموپلاستیکها معمولاً در برابر ضربه مقاومت خوبی ارائه میدهند، در حالی که ترموستها در برابر حرارت و مواد شیمیایی مقاومتر هستند.
- مقاومت در برابر حرارت: این خاصیت به ویژه برای قطعاتی که در محیطهای دمای بالا استفاده میشوند، اهمیت دارد. ترموستها به طور کلی در این زمینه عملکرد بهتری نسبت به ترموپلاستیکها دارند.
- صرفهجویی در هزینه: ترموپلاستیکها به دلیل قابلیت بازیافت و استفاده مجدد، اغلب گزینههای اقتصادیتری هستند. این در حالی است که ترموستها ممکن است هزینههای اولیه بالاتری داشته باشند اما برای کاربردهای خاصی که نیاز به مقاومت شیمیایی یا حرارتی بالا دارند، مقرونبهصرفهتر هستند.
انواع فرایندهای تولید پلاستیک
- پرینت سه بعدی
- ماشینکاری CNC
- ریخته گری پلیمر
- قالب گیری چرخشی
- شکل دهی با خلأ (وکیوم فورمینگ)
- تزریق پلاستیک
- اکستروژن
- قالب گیری بادی
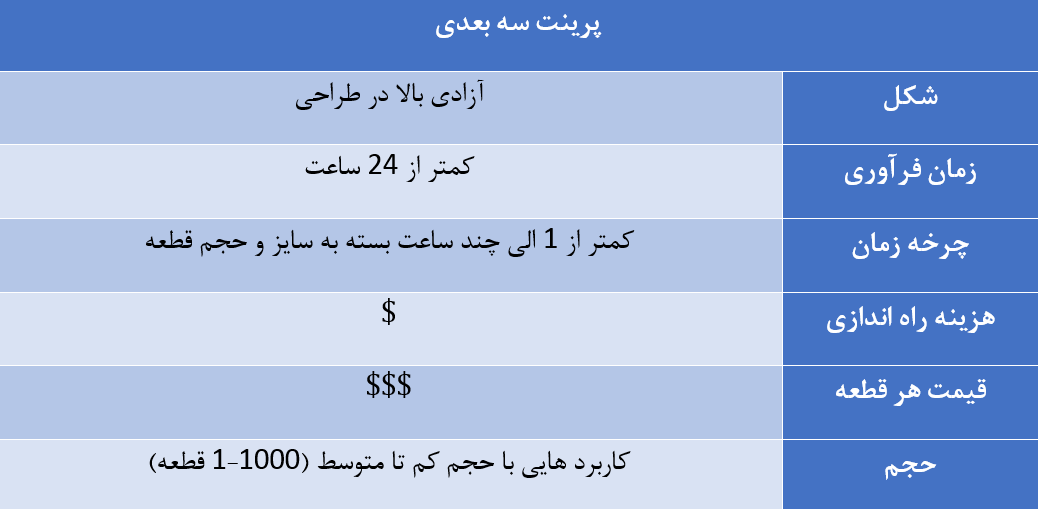
پرینت سه بعدی
پرینتر های سه بعدی از مدل های سه بعدی CAD برای ساختن لایه به لایه محصول تا ایجاد قطعه نهایی استفاده می کنند.
فرایند ساخت در روش پرینت سه بعدی
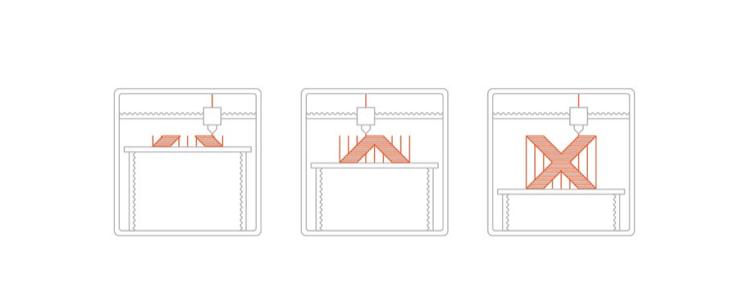
- آماده سازی: نرم افزار آماده سازی چاپ برای جهت دهی و قرار دادن مدل ها روی صفحه ساخت دستگاه پرینتر، افزودن ساختارهای پشتیبانی (در صورت لزوم) و تقسیم مدل پشتیبانی شده به لایه ها استفاده می شود.
- چاپ: فرایند چاپ به نوع فناوری پرینت سه بعدی بستگی دارد: در روش پرینت سه بعدی FDM یک فیلامنت پلاستیکی ذوب می شود، در روش پرینت سه بعدی استریولیتوگرافی (SLA) رزین مایع سخت می گردد و در پرینتر سه بعدی SLS پودر پلاستیک ذوب می شود.
- عملیات پس پردازش: پس از اتمام عملیات پرینت سه بعدی، قطعات از چاپگر جدا شده و تمیز یا شسته می شوند، پخت نهایی (بسته به فناوری) انجام می شود، و ساختارهای پشتیبانی در صورت وجود حذف می شوند.
از آنجا که پرینتر های سه بعدی برای یک طرح جدید به ابزارآلات و زمان آماده سازی نیاز ندارند، هزینه تولید یک قطعه سفارشی در مقایسه با روش های تولید سنتی بسیار ناچیز است.
فرایندهای پرینت سه بعدی برای تولید انبوه معمولاً کندتر هستند و به نیروی کار بیشتری نیاز دارند. با پیشرفت فناوری های پرینت سه بعدی، هزینه تولید هر قطعه همچنان کاهش می یابد و دامنه کاربرد های حجم کم تا متوسط را گسترده تر می کند.
در حالی که بیشتر فرایندهای تولید پلاستیک به ماشین آلات صنعتی گران قیمت، امکانات اختصاصی و اپراتورهای ماهر نیاز دارند، تکنولوژی پرینت سه بعدی برای شرکت ها امکان ایجاد قطعات پلاستیکی و نمونه های اولیه در محل را فراهم می کند.
چاپگر های سه بعدی رومیزی جمع و جور برای ایجاد قطعات پلاستیکی مقرون به صرفه هستند و به فضای بسیار کمی نیاز دارند. همچنین این سیستم ها به مهارت خاصی نیاز ندارند که این ویژگی ها مهندسان، طراحان و تولیدکنندگان را قادر می سازد زمان روش تکرار و چرخه های تولید را از روزها یا هفته ها تا چند ساعت کاهش دهند دهند.
مواد پرینت سه بعدی
انواع مختلفی از چاپگرهای سه بعدی و فناوری های پرینت سه بعدی در بازار وجود دارد و مواد پرینت سه بعدی موجود بسته به تکنولوژی متفاوت است.

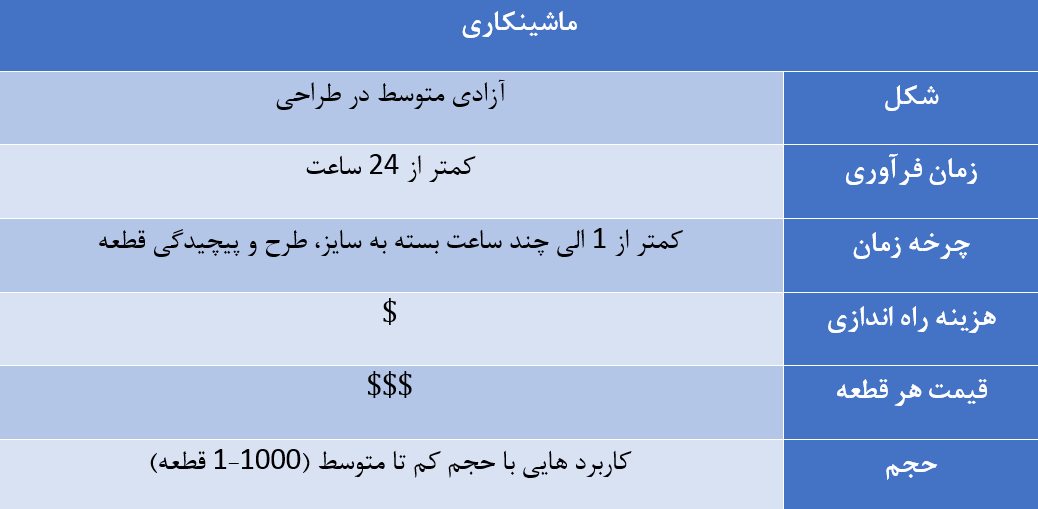
ماشینکاری CNC
ماشینکاری CNC شامل تراش ها، برش ها و سایر فرایندهای کاهشی تحت کنترل کامپیوتر است. این فرایند ها با بلوک های جامد، میله های فلزی یا پلاستیکی شروع می شوند که طی آن، قطعات با حذف مواد از طریق برش، فرز، سوراخ کردن و سنگ زنی شکل می گیرند.
بر خلاف اکثر فرایندهای تولید پلاستیک، ماشینکاری CNC یک فرایند ساخت کاهشی است که در آن مواد یا توسط یک ابزار چرخشی و قطعه ثابت، یا یک قطعه چرخشی و ابزار ثابت حذف می شوند.
فرایند ساخت در ماشینکاری CNC
- آماده سازی: دستگاه های CNC به یک مرحله تعریف و اعتبار سنجی مسیرپیشروی ابزار (CAD to CAM) نیاز دارند. مسیرهای ابزار، حرکت ابزار برش، سرعت و هر تغییر ابزار را کنترل می کنند.
- ماشینکاری: مسیرهای ابزار به دستگاه که فرایند کاهش از آن آغاز می شود منتقل می شوند. بسته به شکل محصول نهایی، ممکن است قطعه کار در موقعیت جدیدی تنظیم شود تا سر ابزار بتواند به مناطق جدیدی برسد.
- پس پردازش: پس از ساخت، تمیز کردن و حذف تراشه ها باید انجام شود.
ماشینکاری برای ساخت قطعات پلاستیکی با حجم کم و هندسه هایی که قالب گیری آنها دشوار است گزینه ایده آلی می باشد. کاربردهای معمول ماشینکاری شامل ساخت نمونه های اولیه و قطعات نهایی مانند قرقره ها، چرخ دنده ها و بوش ها است.
ماشینکاری CNC هزینه نصب و راه اندازی کم تا متوسطی دارد و می تواند قطعات پلاستیکی با کیفیت بالا را در مدت زمان فرآوری کوتاهی و با استفاده از طیف گسترده ای از مواد تولید کند.
فرایندهای ماشینکاری نسبت به چاپ سه بعدی محدودیت های هندسی بیشتری دارند. در ماشینکاری CNC، هزینه ساخت هر قطعه با افزایش پیچیدگی قطعه افزایش می یابد.
فرایندهای ماشینکاری نیاز به امکان دسترسی به ابزار دارد و ساخت هندسه های خاصی مانند کانالهای خمیده داخلی با روشهای ساخت کاهشی معمول دشوار یا غیرممکن است.
مواد مورد استفاده در ماشینکاری CNC
اکثر پلاستیک های سخت را می توان ماشینکاری کرد. پلاستیک های ترموست نرمتر به ابزارآلات خاصی برای پشتیبانی قطعات در حین ماشینکاری نیاز دارند و پلاستیک های پر شده می توانند ساینده باشند و طول عمر ابزارهای برش را کاهش دهند.
برخی از پلاستیک های قابل ماشینکاری عبارتند از:
- اکریلیک (PMMA)
- آکریلونیتریل بوتادین استایرن (ABS)
- پلی آمید (PA)
- پلی لاکتیک اسید (PLA)
- پلی کربنات (PC)
- پلیاتراترکتون (PEEK)
- پلی اتیلن (PE)
- پلی پروپیلن (PP)
- پلی وینیل کلراید (PVC)
- پلی کربنات (PC)
- پلی استایرن (PS)
- پلی استال (POM)
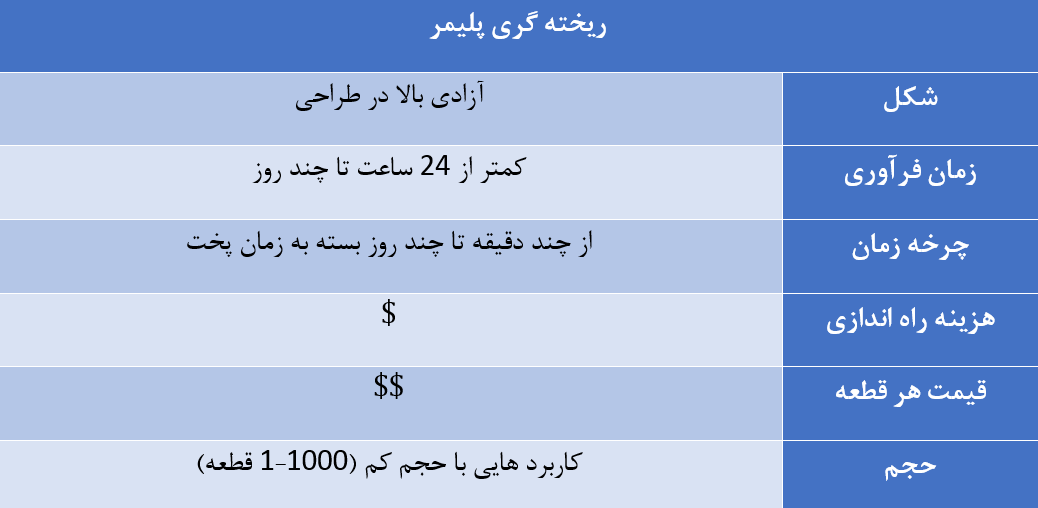
ریخته گری پلیمر
در ریخته گری پلیمر، یک رزین مایع واکنش پذیر یا لاستیک قالب را پر می کند و طی واکنش شیمیایی جامد می شود. پلیمرهای معمول برای ریخته گری شامل پلی اورتان، اپوکسی، سیلیکون و اکریلیک هستند.
فرایند ساخت در ریخته گری پلیمر
- آماده سازی قالب: در این مرحله قالب با یک عامل آزاد کننده جهت سهولت جدا کردن قالب پوشش داده می شود و اغلب تا دمای ویژه یک ماده گرم می شود.
- ریخته گری: رزین مصنوعی با یک عامل پخت مخلوط شده و در قالب ریخته یا تزریق می شود تا جایی که فضای داخلی قالب را پر می کند.
- پخت: عملیات پخت آغاز می شود تا زمان جامد شدن ادامه می یابد. (قرار دادن قالب در معرض حرارت می تواند باعث تسریع زمان پخت برخی از پلیمرهای خاص شود).
- جداسازی قالب: قالب باز شده و قطعه پخته شده جدا می شود.
- اصلاح: پلیسه ها، راهگاه ها و شکاف ها برش داده می شوند یا از بین می روند.
قالب های انعطاف پذیر ساخته شده از لاستیک لاتکس یا لاستیک سیلیکونی ولکانیزه شده در دمای اتاق (RTV) در مقایسه با ابزار سخت ارزان هستند اما فقط تعداد محدودی (حدود ۲۵ تا ۱۰۰) ریخته گری را می توانند انجام دهند زیرا واکنش شیمیایی اورتان ها، اپوکسی ها، پلی استر و اکریلیک سطح قالب را تخریب می کند.
قالب های سیلیکونی RTV می توانند حتی کوچکترین جزئیات را تولید کنند و قطعات ریخته گری با کیفیت بالایی را ارائه دهند. پرینت سه بعدی استریولیتوگرافی یک روش معمول برای ساخت مستر قالب ها با استفاده از طرح های CAD است، دلیل این امر تا حدودی وضوح بالا و توانایی این فناوری در تولید جزئیات است.
ریخته گری پلیمر روشی نسبتاً ارزان می باشد که به سرمایه گذاری اولیه اندکی نیاز دارد، اما پلیمرهای ترموست برای ریخته گری معمولاً گرانتر از نمونه های ترموپلاستیک هستند. هر قطعه ریخته گری برای عملیات پس پردازش به نیروی کار عملی نیاز دارد که هزینه نهایی هر قطعه را در مقایسه با روشهای تولید خودکار مانند تزریق پلاستیک بالا می برد.
روش ریخته گری پلیمر معمولاً برای نمونه سازی، تولید کوتاه مدت و همچنین برخی از کاربردهای دندانپزشکی و جواهرات استفاده می شود.
مواد ریخته گری پلیمر
- پلی اورتان
- اپوکسی
- پلی اتر
- پلی استرها
- اکریلیک
- سیلیکون
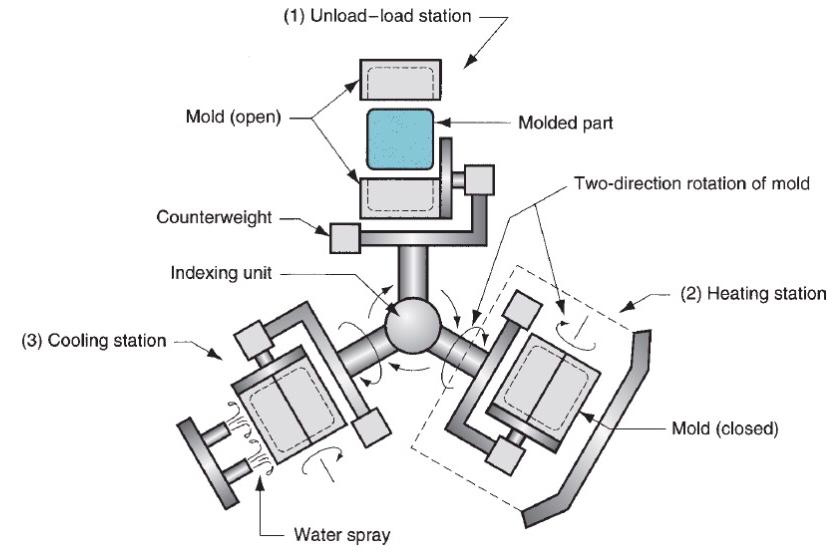
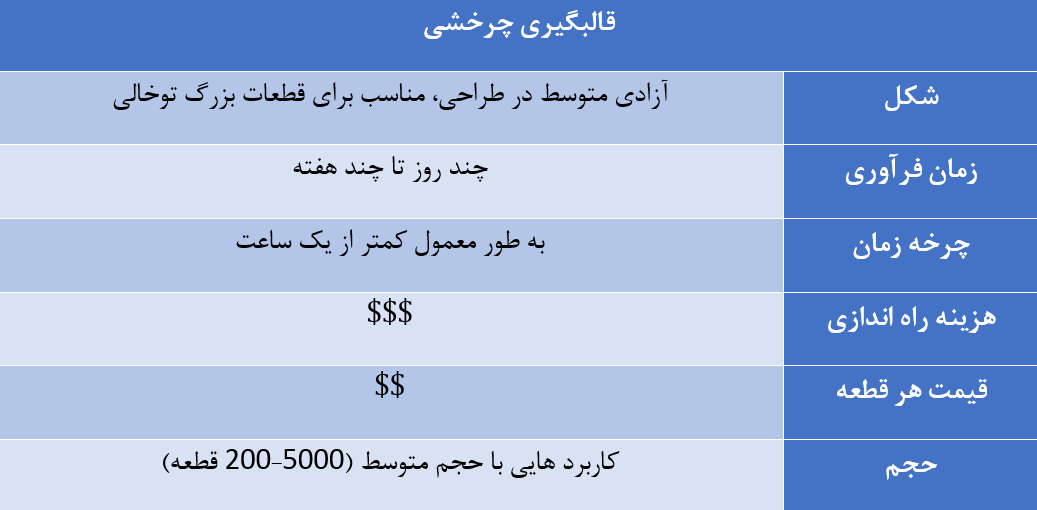
قالب گیری چرخشی
قالب گیری چرخشی فرایندی برای ساخت اشیاء توخالی بزرگ می باشد که شامل گرم کردن یک قالب توخالی پر شده از پودر ترموپلاستیک است که حول دو محور می چرخد. فرایندهای قالب گیری چرخشی برای پلاستیک های ترموست نیز در دسترس می باشند اما در مقایسه با قالب گیری ترموپلاستیک ها کمتر معمول هستند.
فرایند ساخت قالب گیری چرخشی
- پر کردن قالب یا charging: مقدار معینی پودر پلاستیک در حفره قالب ریخته می شود و سپس قسمتهای باقی مانده قالب نصب شده و حفره برای گرم شدن بسته می شود.
- حرارت دهی یا heating: قالب تا زمانی که پودر پلاستیک ذوب شود و به دیواره های قالب بچسبد گرم می شود، در این مرحله به منظور اطمینان از ایجاد یک پوشش پلاستیکی یکنواخت، قالب در امتداد دو محور عمود بر هم چرخانده می شود.
- خنک سازی یا cooling: سپس قالب به آرامی سرد می شود، در این مرحله جهت جلوگیری از ته نشینی و یا ریزش پودر، قالب همچنان درحال چرخش باقی می ماند.
- جداسازی قطعه: پس از سرد شدن، چرخش قالب متوقف شده و قطعه از قالب جدا می شود.
تکنیک قالب گیری چرخشی نسبت به سایر روش های قالب سازی به ابزارآلات کم هزینه تری نیاز دارد زیرا در این فرایند از نیروی گریز از مرکز به جای فشار برای پر کردن قالب استفاده می شود. قالب ها را می توان از اپوکسی یا آلومینیوم با هزینه کمتر و بسیار سریعتر از سایر فرایندهای قالب سازی، ساخت.
قالب گیری چرخشی قطعاتی با ضخامت دیواره نسبتاً یکنواختی ایجاد می کند. پس از آماده سازی ابزارآلات و فرایند، هزینه ساخت هر قطعه نسبت به اندازه قطعه بسیار کم است. همچنین می توان قطعاتی مانند لوله های داخلی و سازه ها را به قالب اضافه کرد.
این فاکتورها قالب گیری چرخشی را برای تولید کوتاه مدت یا به عنوان جایگزینی برای قالب گیری دمشی در تولیدات حجم کم به گزینه ای ایده آل تبدیل می کند. بویه ها، مخازن، اسباب بازی ها، کلاه ایمنی و بدنه قایق ها جزو محصولاتی هستند که به طور معمول به این روش ساخته می شوند.
قالب گیری چرخشی دارای برخی محدودیت های طراحی است و محصولات نهایی دارای تلرانس بازتری هستند. از آنجا که کل قالب باید گرم و سرد شود، این فرایند دارای چرخه زمانی طولانی است و نیاز به نیروی کار زیادی دارد که کارایی آن را برای کاربردهای با حجم بالاتر محدود می کند.
مواد قالب گیری چرخشی
متداول ترین مواد در قالب گیری چرخشی، پلی اتیلن (PE) است که در ۸۰٪ موارد استفاده می شود زیرا این ماده به راحتی در دمای اتاق پودر می شود.
پلاستیک های معمول در قالب گیری چرخشی عبارتند از:
- پلی اتیلن
- پلی پروپیلن
- پلی وینیل کلراید
- نایلون
- پلی کربنات
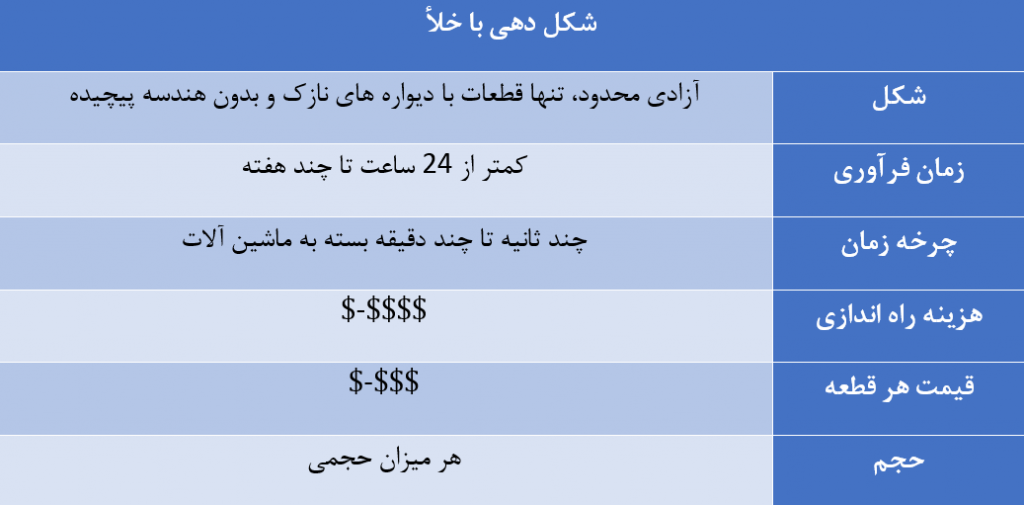
شکل دهی با خلأ یا وکیوم فورمینگ
وکیوم فورمینگ یک روش ساخت است که در آن از حرارت دادن یک پلاستیک به طور معمول با استفاده از یک قالب، برای شکلدهی استفاده می شود. دستگاه های وکیوم فورمینگ از نظر اندازه و پیچیدگی با یکدیگر متفاوتند و از دستگاه های رومیزی ارزان قیمت تا ماشین آلات صنعتی خودکار را شامل می شوند. مراحل زیر روند معمول فرایند شکلدهی خلأ صنعتی را توصیف می کند.
فرایند ساخت در روش وکیوم فورمینگ
- بستن ورق پلاستیک: یک ورق پلاستیکی در یک فریم بسته می شود.
- حرارت دهی: ورق و قاب به عناصر گرم کننده نزدیک می شوند که باعث نرم شدن و انعطاف پذیری پلاستیک می گردد.
- ایجاد خلأ: فریم پایین آمده و پلاستیک گرم شده دور قالب کشیده می شود، خلأ ایجاد شده در این مرحله هوای بین قالب و پلاستیک را تخلیه کرده و باعث شکلدهی به پلاستیک می شود.
- خنک سازی و جداسازی: پس از شکل گیری قطعه روی قالب و پیش از جداسازی، باید زمانی جهت سرد شدن قطعه در نظر گرفته شود. در این مرحله از سیستم خنک کننده مانند فن ها و اسپری قطرات کوچک آب برای کاهش زمان سرد شدن استفاده می شود.
- اصلاح: پس از جداسازی قطعه، مواد اضافی با دست یا با استفاده از دستگاه CNC حذف می شوند.

ترموفرمینگ با خلأ: (۱) یک ورق پلاستیکی تخت با حرارت نرم می شود. (۲) ورق پلاستیکی نرم روی قسمت فرو رفته حفره قالب قرار می گیرد. (۳) ایجاد خلأ سبب کشیدن ورق پلاستیکی به درون قالب می شود. (۴) پلاستیک در تماس با سطح سرد قالب سخت می شود و قطعه از قالب جدا می گردد.
هزینه ابزارآلات در روش وکیوم فورمینگ به دلیل نیروها و فشارهای کم در مقایسه با سایر تکنیک های قالب سازی کم است. قالب ها برای تولید کوتاه مدت و قطعات سفارشی از چوب، گچ یا رزین های پرینت سه بعدی ساخته می شوند. تولید کنندگان برای تولید در حجم بالا از ابزارآلات فلزی با دوام تر استفاده می کنند.
با توجه به میزان گسترده ماشین آلات ترموفرمینگ و وکیوم فورمینگ موجود، ترموفرمینگ برای هرگونه کاربرد از محصولات سفارشی یا نمونه های اولیه تا تولید انبوه ایده آل است. با این حال، این فرایند فقط آزادی هندسی محدودی را ارائه می دهد و فقط می تواند برای ساخت قطعات با دیواره های نسبتاً نازک و هندسه های ساده مورد استفاده قرار گیرد.
قطعات ساخته شده به این روش معمولاً شامل بسته بندی محصول، پاشور حمام، بدنه قایق و محصولات سفارشی مانند الاینر دندان می باشند.
مواد وکیوم فورمینگ
بیشتر ترموپلاستیک ها را می توان برای ترموفرمینگ مورد استفاده قرار داد، که این امر انعطاف پذیری در انتخاب مواد را افزایش میدهد. پلاستیک هایی که معمولاً برای ترموفرمینگ استفاده می شوند عبارتند از:
- اکریلیک (PMMA)
- آکریلونیتریل بوتادین استایرن (ABS)
- پلی اتیلن ترفتالات گلیکول (PETG)
- پلی پروپیلن (PP)
- پلی وینیل کلراید (PVC)
- پلی کربنات (PC)
- پلی استایرن (PS)
- پلی اتیلن (PE)
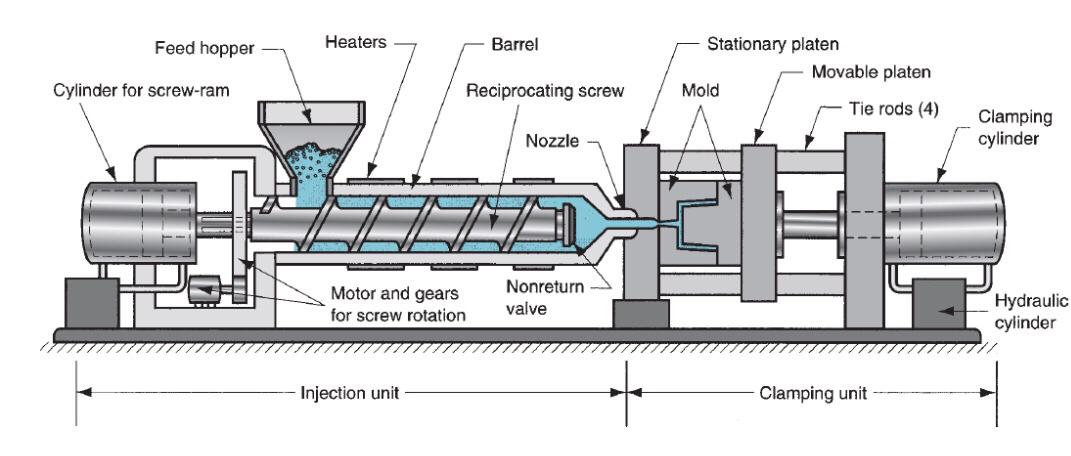
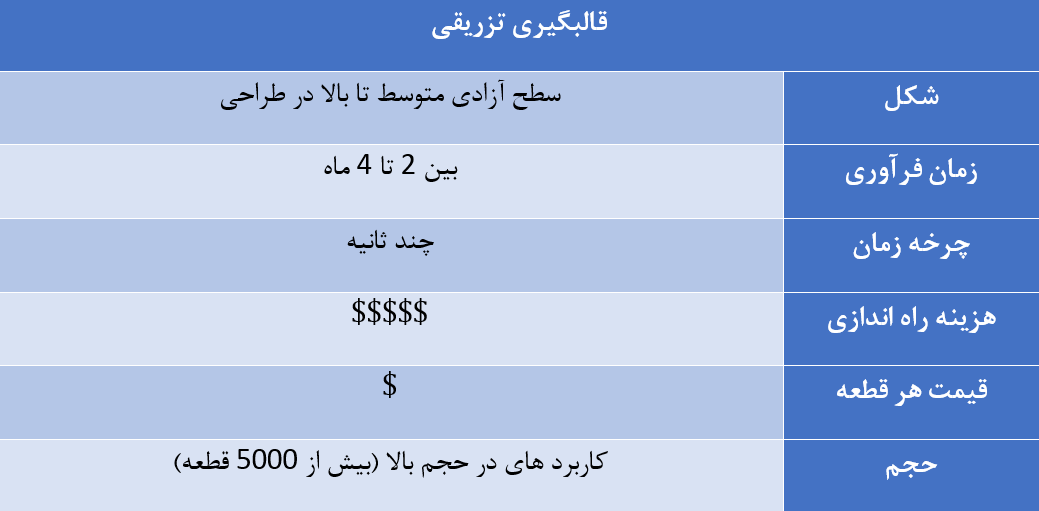
تزریق پلاستیک
تزریق پلاستیک با تزریق ترموپلاستیک مذاب در قالب کار می کند. این فرایند معمول ترین روش مورد استفاده برای تولید انبوه قطعات پلاستیکی است.
فرایند تزریق پلاستیک
- آماده سازی قالب: پس از تعبیه قطعه، این تنظیمات با دست یا به صورت رباتیکی اضافه می شوند. قالب توسط پرس هیدرولیک بسته می شود.
- تزریق پلاستیک: ساچمه های پلاستیکی کوچک ذوب شده و از طریق یک محفظه گرم توسط یک پیچ تزریق می شوند.
- قالب گیری: پلاستیک مذاب به داخل قالب تزریق می شود.
- خنک سازی و جداسازی: قطعه تا زمانی که به اندازه کافی برای جدا شدن از قالب سخت شده باشد، سرد می شود.
- پس پردازش: پلیسه ها و راهگاه ها اغلب به طور خودکار به عنوان بخشی از فرایند باز شدن قالب، از قطعه جدا می شوند.
قالب های تزریق پلاستیک بسیار پیچیده هستند و برای تولید قطعات با کیفیت بالا با تلرانس بسته تولید شوند. این قالب ها به دلیل درجه حرارت بالا و فشارها در این فرایند، از فلزاتی مانند فولاد سخت شده ساخته می شوند. قالب های آلومینیومی نرم تر ارزانتر هستند و به طور معمول برای تولید متوسط استفاده می شود.
از تزریق پلاستیک می توان برای تولید قطعات بسیار پیچیده استفاده کرد، اما هندسه های خاص هزینه را به میزان قابل توجهی افزایش می دهند. ایجاد قالب های جدید برای تزریق پلاستیک ممکن است ماه ها طول بکشد و هزینه های زیادی در بر داشته باشد.
با وجود هزینه های اولیه بالا، هنگامی که ابزارآلات تولید به کار افتاد زمان تولید قطعه فقط چند ثانیه طول می کشد و میلیون ها قطعه با کیفیت بالا می توانند با کسری از هزینه سایر فرایندهای تولیدی تولید شوند.
مواد تزریق پلاستیک
فرایند تزریق پلاستیک را می توان تقریباً با هر نوع ترموپلاستیکی انجام داد. روش مشابهی که با عنوان تزریق پلاستیک واکنشی (RIM) شناخته می شود برای ساخت قطعات با استفاده از پلاستیک های ترموست مناسب است.
پلاستیک هایی که معمولاً در تزریق پلاستیک استفاده می شوند عبارتند از:
- اکریلیک (PMMA)
- آکریلونیتریل بوتادین استایرن (ABS)
- پلی اتیلن ترفتالات گلیکول (PETG)
- پلی پروپیلن (PP)
- پلی وینیل کلراید (PVC)
- پلی کربنات (PC)
- پلی استایرن (PS)
- پلی اتیلن (PE)
- پلی آمید (PA)
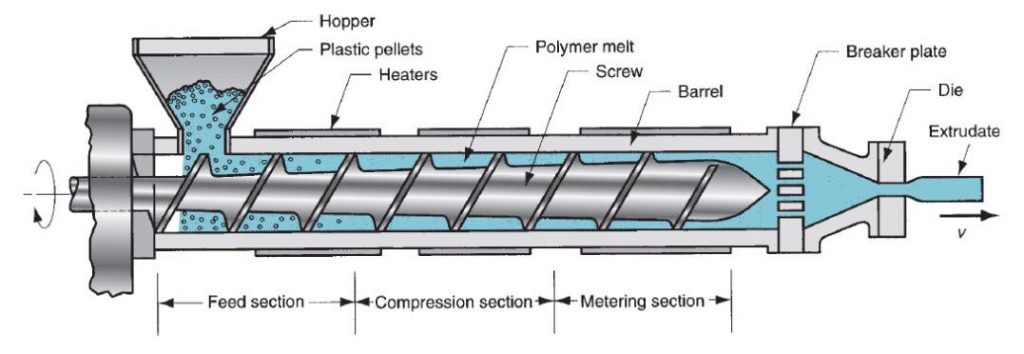
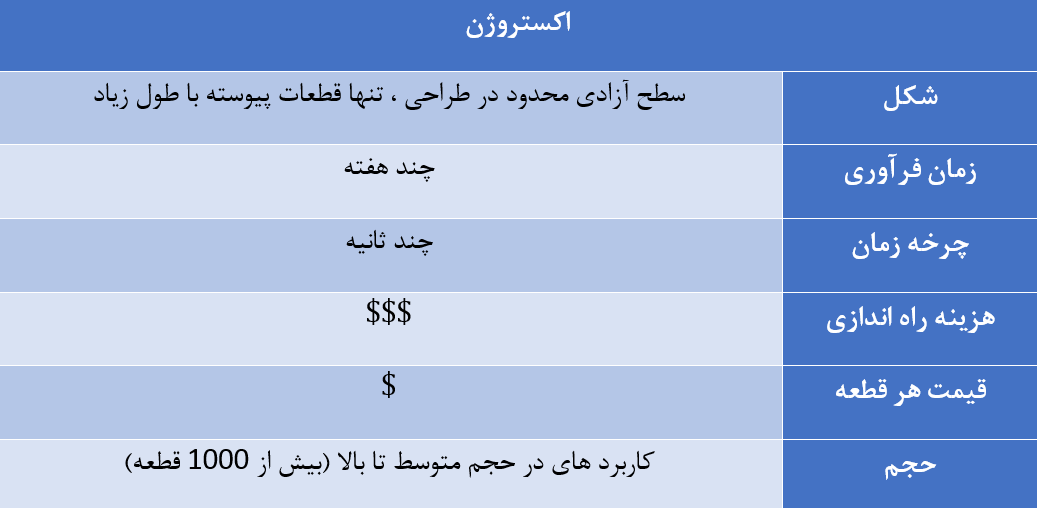
اکستروژن
قالب گیری به روش اکستروژن با هدایت پلاستیک به سمت قالب کار می کند. شکل قالب یک مقطع از قطعه نهایی است.
فرایند ساخت اکستروژن
- اکستروژن پلاستیک: پلاستیک گرم می شود و از طریق محفظه گرم به سمت پیچ هدایت می شود.
- قالب گیری: پلاستیک با فشار از قالب عبور کرده و شکل نهایی قطعه را ایجاد می کند.
- خنک سازی: پلاستیک اکسترود شده خنک می شود.
- برش: شکل مداوم آن به طول های مورد نظر برش داده می شود.
ماشین آلات اکستروژن به دلیل پیچیدگی کمتر و عدم نیاز به سطح دقت بالا، در مقایسه با سایر ماشین آلات صنعتی مانند CNC یا تزریق پلاستیک نسبتاً ارزان هستند. قالبها نیز با توجه به اشکال ساده آنها، قیمت کمتری دارند و هزینه ابزارآلات کسری از هزینه قالب ها در روش قالب گیری تزریق است.
قالب گیری اکستروژن دقیقاً مانند تزریق پلاستیک یک فرایند تقریباً مداوم است که باعث می شود قیمت قطعات اکسترود شده بسیار پایین باشد.
اشکال و هندسه های قابل تولید با استفاده از اکستروژن، محدود به محصولاتی با پروفیل مداوم مانند مقاطع T، مقاطع I، مقاطع L، مقاطع U و مقاطع مربع یا دایره می شوند. کاربرد های معمول این روش شامل ساخت لوله ها، شلنگ ها، نی ها و قالب های قاب پنجره است.
مواد اکستروژن
تقریباً هر نوع ترموپلاستیک با استفاده از این روش قابل ساخت است از جمله:
- اکریلیک (PMMA)
- آکریلونیتریل بوتادین استایرن (ABS)
- پلی آمید (PA)
- پلی اتیلن ترفتالات گلیکول (PETG)
- پلی کربنات (PC)
- پلی استایرن (PS)
- پلی اتیلن (PE)
- پلی پروپیلن (PP)
- پلی وینیل کلراید (PVC)
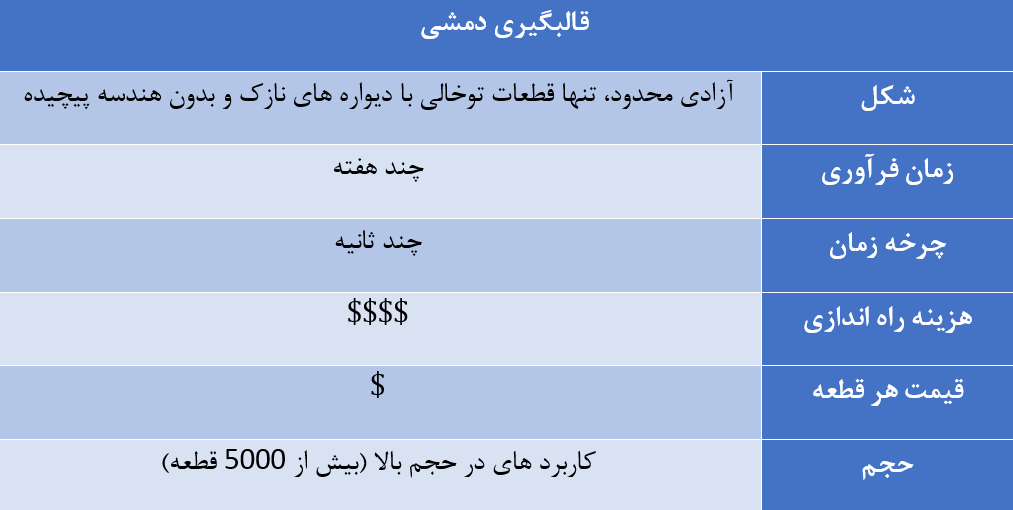
قالب گیری بادی
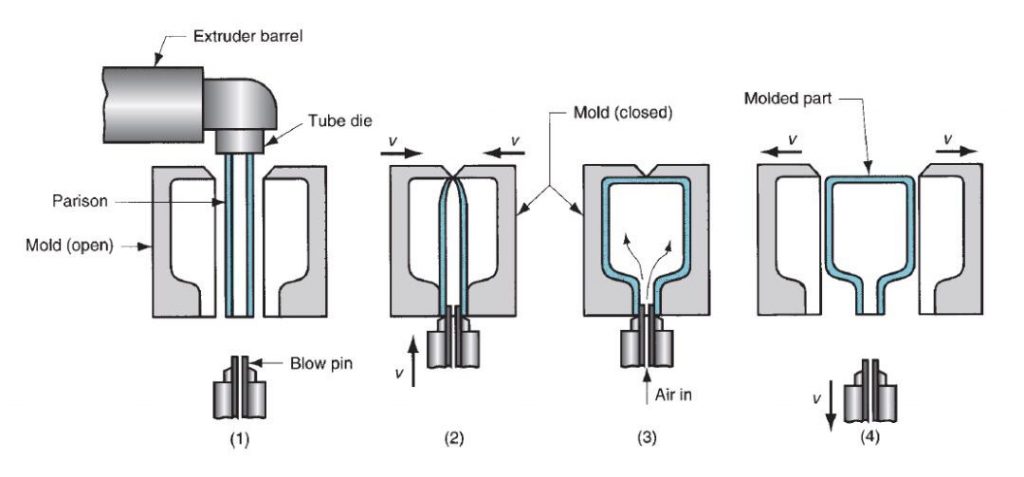
قالب گیری بادی یک تکنیک ساخت است که برای ایجاد قطعات پلاستیکی توخالی استفاده می شود. در این فرایند با دمیدن هوای فشرده درون یک لوله پلاستیکی گرم شده که در داخل قالب قرار گرفته است، هندسه مورد نظر را شکل می دهند.
فرایند ساخت قالب گیری بادی
- آماده سازی قالب: ساچمه های پلاستیکی کوچک ذوب می شوند و به شکل یک لوله توخالی در می آیند که بسته به نوع قالبگیری دمشی، parison یا پریفرم نامیده می شوند.
- قالب گیری: در این مرحله parison درون قالب بسته می شود و توسط هوای فشرده باد می شود تا زمانی که به شکل داخل قالب درآید.
- خنک سازی و جداسازی: قطعه تا زمانی که به اندازه کافی برای جداسازی سخت شود، درون قالب سرد می شود.
قالب گیری بادی در فشارهای بسیار کمتری در مقایسه با تزریق پلاستیک کار می کند که سبب هزینه کمتر ابزارآلات در این روش می گردد. این تکنولوژی دقیقاً مانند تزریق پلاستیک و اکستروژن، یک فرایند پیوسته است که می تواند به طور کامل به صورت خودکار انجام شود و در نتیجه دارای سرعت تولید بالا و قیمت واحد پایین است.
قالب گیری بادی معمول ترین فرایند ساخت محصولات پلاستیکی توخالی در مقیاس بالا است. کاربردهای معمول این فناوری شامل ساخت بطری ها، اسباب بازی ها، اجزای خودرو، قطعات صنعتی و بسته بندی می باشد.
مواد قالب گیری بادی
قالب گیری بادی را می توان با انواع مواد ترموپلاستیک انجام داد که نمونه های متداول آن عبارتند از:
- آکریلونیتریل بوتادین استایرن (ABS)
- پلی کربنات (PC)
- پلی پروپیلن (PP)
- پلی وینیل کلراید (PVC)
- پلی استایرن (PS)
- پلیاتیلن ترفتالات (PET)
ساخت سریع قطعات پلاستیکی با استفاده از تکنولوژی پرینت سه بعدی
فرایندهای تولید قطعات پلاستیکی به طور مداوم در حال تکامل هستند و نقاط عطفی که استفاده از یک تکنیک را منطقی می کند به دلیل پیشرفت تجهیزات، مواد و صرفه جویی مقیاس در حال تغییر می باشند.
پرینت سه بعدی یک روش جدید و در عین حال سریع است که با بهبود سخت افزار و مواد و کاهش هزینه های تولید هر قطعه، دامنه وسیع تری برای تولیدات در حجم کم تا متوسط را باز می کند.
تولید قطعات پلاستیکی در منزل
تولید قطعات پلاستیکی در منزل به لطف پیشرفتهای فناوری، بهخصوص در حوزه چاپ سهبعدی، بسیار سادهتر و مقرون بهصرفهتر شده است. چاپگرهای سهبعدی رومیزی به کاربران این امکان را میدهند تا بدون نیاز به تجهیزات صنعتی پیچیده، قطعات پلاستیکی مورد نیاز خود را با دقت و کیفیت بالا تولید کنند. این چاپگرها از مواد مختلفی مانند PLA، ABS، و PETG استفاده میکنند که هر کدام دارای خواص و کاربردهای منحصر به فردی هستند. فرایند چاپ سهبعدی شامل سه مرحله اصلی آمادهسازی فایل مدل سهبعدی، چاپ قطعه به صورت لایه به لایه، و عملیات پسپردازش مانند تمیزکاری و حذف ساختارهای پشتیبان است.
یکی دیگر از روشهای تولید قطعات پلاستیکی در منزل، ریختهگری پلیمر است. این روش شامل ساخت قالبهای ساده از مواد ارزان قیمت مانند سیلیکون و سپس ریختن رزین مایع در قالبها برای ایجاد قطعه نهایی است. ریختهگری پلیمر به کاربران امکان میدهد تا قطعات با جزئیات بالا و کیفیت مناسب را با هزینه کم تولید کنند. این روش به خصوص برای تولید قطعات کوچک و متوسط مناسب است و میتوان از آن برای ساخت انواع محصولات مانند زیورآلات، قطعات مدلسازی و ابزارهای کاربردی استفاده کرد.
ماشینکاری CNC یکی دیگر از روشهایی است که امکان تولید قطعات پلاستیکی در منزل را فراهم میکند، اگرچه نیاز به تجهیزات خاصی دارد. این فرایند شامل برش، تراش و شکلدهی به قطعات پلاستیکی با استفاده از دستگاههای CNC است که تحت کنترل کامپیوتر قرار دارند. ماشینکاری CNC برای تولید قطعات با دقت بالا و از مواد مختلف پلاستیکی مانند اکریلیک و پلیکربنات مناسب است. با این حال، نیاز به دانش فنی و تجهیزات خاص، ممکن است این روش را برای همه کاربران مناسب نکند.

کاربردهای صنعتی تولید قطعات پلاستیکی
نمونههایی از صنایع خودروسازی، پزشکی و کالاهای مصرفی
قطعات پلاستیکی سفارشی در بخشهای متعددی از صنعت مورد استفاده قرار میگیرند:
- صنایع خودروسازی: استفاده از پلاستیکها برای تولید بخشهای داخلی و خارجی خودرو، از جمله داشبوردها، پوششهای بدنه و محافظهای ضربه.
- صنعت پزشکی: تولید وسایل پزشکی یکبار مصرف، قطعات دستگاههای پزشکی و بستهبندیهای استریل.
- کالاهای مصرفی: از ظروف آشپزخانه گرفته تا محفظههای نگهداری مواد غذایی و اسباببازیها.
قطعات پلاستیکی سفارشی به دلیل وزن سبک، انعطافپذیری در طراحی و مقاومت در برابر شرایط مختلف محیطی، توانستهاند طراحی و کارایی محصولات در صنایع مختلف را متحول سازند. این قطعات امکان پذیرش طرحهای نوآورانهتر و پیچیدهتری را فراهم آورده و در عین حال استانداردهای ایمنی و دوام را بهبود بخشیدهاند.
تولید قطعات پلاستیکی سفارشی باید به دقت مطابق با استانداردهای صنعتی و نیازهای خاص هر صنعت انجام پذیرد. این استانداردها ممکن است شامل مقررات مربوط به مقاومت در برابر حرارت، مواد شیمیایی و فشار باشد، و همچنین معیارهایی برای تأیید بیخطر بودن و کارایی در محیطهای خاص. از این رو، تولیدکنندگان باید به طور مداوم در جستجوی بهبود فرآیندها و مواد به کار رفته در تولیدات خود باشند تا اطمینان حاصل شود که محصولات نهایی مطابق با این استانداردها و نیازهای مشتریان هستند.
چالشها و نوآوریها در ساخت قطعات پلاستیکی
تولید قطعات پلاستیکی، با وجود فناوریهای پیشرفته، همچنان با چالشهایی مواجه است که میتوانند تأثیر قابل توجهی بر کیفیت و کارایی محصول نهایی داشته باشند:
- ثبات ابعادی: یکی از مشکلات رایج در تولید قطعات پلاستیکی، کنترل انقباض و انبساط مواد پلاستیکی در طی فرایند خنککنندگی است. این تغییرات میتوانند منجر به ابعاد ناهماهنگ و نامنظم در قطعات تولیدی شوند.
- سازگاری مواد: هر ماده پلاستیکی خواص خاص خود را دارد که باید در طراحی قالب و فرآیند تولید در نظر گرفته شود تا از مشکلاتی مانند ترک خوردگی، واکنشهای شیمیایی نامطلوب یا مشکلات در پیوند قطعات جلوگیری شود.
برای مقابله با این چالشها، صنعت پلاستیک شاهد نوآوریهای متعددی بوده است:
- مواد قابل تجزیه: توسعه پلیمرهای قابل تجزیه زیستی به عنوان جایگزینی برای پلاستیکهای معمولی، که علاوه بر کاهش اثرات زیست محیطی، به حل مشکلات مربوط به دفع پسماند کمک میکنند.
- فناوریهای قالبگیری پیشرفته: به کارگیری فناوریهایی مانند قالبگیری تزریقی با دقت بالا و استفاده از قالبهای طراحی شده با کمک رایانه، که امکان تولید قطعات با ثبات ابعادی بسیار دقیقتری را فراهم میآورند.
روندهای آینده در صنعت پلاستیک به شدت تحت تأثیر نگرانیهای زیستمحیطی قرار دارند. افزایش تمرکز بر پایداری و کاهش اثرات محیطی فرآیندهای تولید، همچنین به کارگیری منابع تجدیدپذیر و فناوریهای کم کربن، از جمله این روندها هستند.
سخن پایانی
انتخاب دقیق فناوریها و مواد مناسب برای تولید قطعات پلاستیکی سفارشی نقش کلیدی در تعیین کیفیت، کارایی و پایداری محصول نهایی دارد. توجه به این موارد به تولیدکنندگان کمک میکند تا نه تنها محصولاتی با عملکرد بالا تولید کنند بلکه در راستای مسئولیتهای اجتماعی و زیستمحیطی خود نیز قدم بردارند. قطعات پلاستیکی سفارشی با قابلیتهای فراوان در تغییر و تحول صنایع مختلف، از خودروسازی گرفته تا پزشکی و الکترونیک، نقش آفرینی میکنند. این قطعات امکان دستیابی به طراحیهای پیچیده و عملکردهای بهینه را فراهم میآورند.
تأکید بر پایداری و استفاده بهینه از منابع در تولید قطعات پلاستیکی، میتواند به کاهش اثرات زیستمحیطی و افزایش مسئولیتپذیری اجتماعی کمک کند. ادامه تحقیق و توسعه در این زمینهها اهمیت زیادی در تضمین آیندهای سبزتر دارد.
منبع: https://formlabs.com
در صورت تمایل میتوانید فایل PDF این مقاله را در قسمت زیر دانلود و با ذکر منبع مورد استفاده قرار دهید.
pdf مروری بر فرایند های ساخت قطعات پلاستیکی دریافت



با سلام چند مورد دستور ساخت قطعات پلاستیکی داشتم میخواستم ببینم میتونم درخواست حدود هزینه از شما داشته باشم ؟
سپاسگزاریم از اینکه ما را انتخاب کردید، برای تولید قطعات به روش پرینت سه بعدی فایل سه بعدی با فرمت STP یا STL مورد نیاز میباشد، فایل خود را از طریق شبکه های اجتماعی بله، ایتا، واتس آپ، تلگرام یا ایمیل به کارشناسان فروش ارسال فرمائید، درصورت نداشتن فایل نیز میتونید با بخش فوق تماس گرفته و جهت تولید فایل به کمک کارشناسان طراحی شرکت اقدام نمایید.
idesign3dp@gmail.com
09102166200
با فرآیند پرینتر سه بعدی چه مراحلی از مراحل تولید قطعات پلاستیکی را میتوانیم انجام دهیم ؟
سلام، شروع ورود پرینت سه بعدی به صنعت قطعه سازی به عنوان نمونه سازی سریع بوده است، مهم ترین کاربرد پرینت سه بعدی در صنعت قطعه سازی است ، امروزه با گسترش تکنولوژی و مواد اولیه مصرفی،قطعات پرینت سه بعدی به عنوان قطعه نهائی نیز استفاده میشود، مانند ایمپلنت ها کاشتنی و بدنه دستگاه های با تیراژ پائین.
سلام تشکر بابت مقاله مفیدتون . آیا برای تولید قطعات پلاستیکی، پرینتر سه بعدی توجیه مالی مناسبی دارد؟
روش مرسوم تولید قطعات پلاستیکی، ساخت قالب تزریق پلاستیک است. در این روش،تولید قالب اولیه فلزی بسیار گران قیمت می باشد، ولی بعد از تولید قالب، هزینه تولید هر قطعه بسیار پایین است، اما در روش پرینت سه بعدی نیاز به قالب نیست ولی هزینه تولید هر قطعه نسبت به تزریق پلاستیک بالاتر است لذا تولید قطعه با پرینت سه بعدی در تیراژ کم توجیه پذیر است.
شما به غیر از خدمات پرینت سه بعدی، خدمات دیگری هم ارائه میدهید؟
تمرکز اصلی شرکت روی خدمات پرینت سه بعدی است، ولی در صورت نیاز مشتری،دیگر خدمات تکمیلی مانند cnc و تزریق پلاستیک نیز قابل اجرا است.برای اطلاعات بیشتر با ما تماس بگیرید.