
در دنیای نوآوریهای فناوری، پرینت سه بعدی به عنوان یک انقلاب در تولید و ساخت بر شمرده میشود. از نمونهسازی سریع گرفته تا تولید نهایی قطعات پیچیده در صنایع مختلف، پرینت سه بعدی نقشی اساسی در تحول فرآیندهای ساخت ایفا کرده است. ماده اصلی که در این فرآیند استفاده میشود فیلامنت نام دارد که به عنوان نقطه آغازین هر چاپ سه بعدی به حساب میآید. اما فیلامنت چیست؟ این مواد، که در صورتهای مختلف مانند سیمانی نازک وجود دارند، در دستگاه پرینتر سه بعدی حرارت میبینند و به لایههای نازکی تبدیل میشوند تا به تدریج یک شیء سه بعدی را بسازند. انواع فیلامنتهای پرینت سه بعدی در اشکال، مواد و قابلیتهای گوناگونی ساخته و مصرف میشوند، که هر یک ویژگیها و کاربردهای خاص خود را دارند. شناخت مواد پرینت سه بعدی موجود و فیلامنتها و قابلیتهای آنها به منظور انتخاب مناسبترین گزینه پیش از شروع پرینت سه بعدی ضروری است. در این مقاله به بررسی انواع مواد پرینت سه بعدی و ویژگیهای آنها میپردازیم. مواد پرینت سه بعدی به چند دسته اصلی تقسیم میشوند. پلاستیکها و رزینها متداولترین مواد پرینت سه بعدی میباشند. پس تا انتها با ما همراه باشید.
فیلامنت چیست؟
هنگامی که از فیلامنتها صحبت میکنیم، در حقیقت به رشتههایی از مواد پلیمری اشاره داریم که قابلیت گداخته شدن و بازسازی شکل را دارند. اما filament چیست؟ این مواد، که در صورتهای مختلف مانند سیمانی نازک وجود دارند، در دستگاه پرینتر سه بعدی حرارت میبینند و به لایههای نازکی تبدیل میشوند تا به تدریج یک شیء سه بعدی را بسازند. انتخاب فیلامنت مناسب، عاملی کلیدی در موفقیت چاپ سه بعدی است، چرا که خصوصیات مکانیکی، دوام و ظاهر نهایی شیء تولیدی به طور مستقیم تحت تأثیر نوع فیلامنت قرار میگیرد. انتخاب فیلامنت صحیح برای پرینت مناسب حتی از مراحل کلیدی ای مثل اسکن سه بعدی یا ادیت رایانه ای قطعه هم می تواند مهم تر باشد.
مشاهده ی این کلیپ از آی دیزاین می تواند شما را در درک چیستی و انواع فیلامنت ها یاری نماید:
جدول انواع فیلامنتها
| فیلامنت | نام کامل | کاربردها | مزایا | معایب | شاخصه ها |
| PLA | پلی لاکتیک اسید | مدلسازی، نمونهسازی، اسباببازی، مصارف خانگی | چاپ آسان، زیستتخریبپذیر، کمبو | حساس به حرارت، مقاومت کم در برابر فشار و کشش | رنگهای متنوع، رایحه شیرین |
| ABS | آکریلونیتریل بوتادین استایرن | قطعات کاربردی، اتومبیلرانی، مجسمهسازی | مقاومت در برابر حرارت، انعطافپذیر، مستحکم | انتشار بوی شدید، نیاز به بستر چاپ گرم | طیف گستردهای از رنگها |
| PETG | پلی اتیلن ترفتالات گلیکول | بطری، جعبه، قطعات کاربردی | مقاوم در برابر ضربه، شفاف، چاپ آسان | نیاز به تنظیمات دقیق دمایی | شفافیت بالا، مقاوم در برابر UV |
| Nylon | پلیمر نایلون | قطعات مکانیکی، ابزار، لوازم ارتوپدی | بادوام، انعطافپذیر، مقاوم در برابر حرارت | گران، نیاز به تنظیمات دقیق پرینت | مقاوم در برابر مواد شیمیایی |
| PVA | پلی وینیل الکل | ساختارهای پشتیبانی قابلحذف در ترکیب با فیلامنتهای دیگر | حلولپذیر در آب، کاربرد در ساخت اشیاء پیچیده | حساس به رطوبت، نیاز به ظروف یا کیسههای ضد هوا | زیست تخریبپذیر، نرم |
| TPU | پلی اورتان ترموپلاستیک | اسباببازیهای نرم، روکش گوشی، لوازم جانبی | انعطافپذیر بالا، مقاوم در صنایع مختلف | نیاز به تنظیمات دقیق پرینت | مقاوم در برابر ضربه، قابل بازیافت |
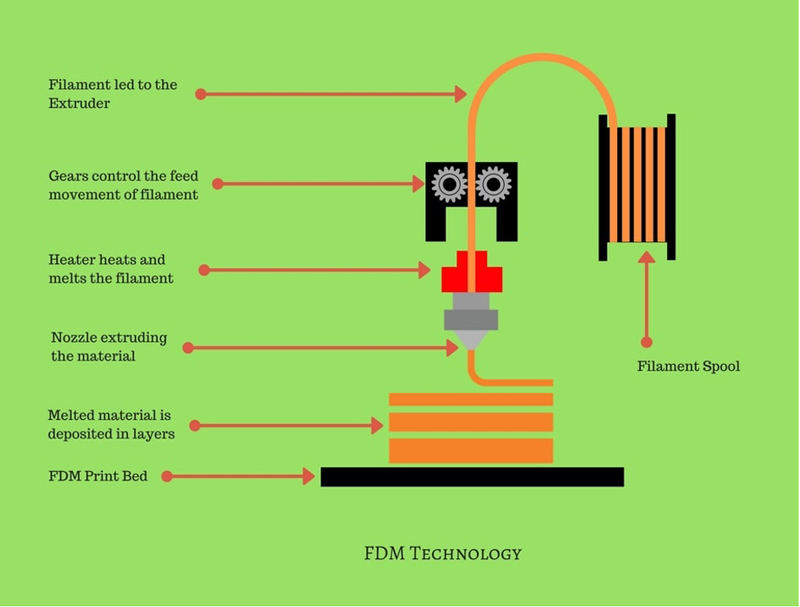
در دسترسترین روش برای پرینت سه بعدی در خانه استفاده از فناوری پرینت سه بعدی FDM است. این روش ساده و مورد استفاده در پرینترهای سه بعدی ارزان میباشد. پرینترهای سه بعدی FDM از روش ذوب و تزریق لایه به لایه مواد پرینت سه بعدی تحت عنوان فیلامنت استفاده میکنند. رایجترین انواع فیلامنت پرینت سه بعدی از ترموپلاستیکهایی مانندPLA، ABS و PETG ساخته شدهاند. اگرچه موارد بسیار دیگری نیز وجود دارد که آنچه را که میتوانید با چاپگر سه بعدی FDM خود پرینت کنید. برای همه کاربردها از ابزارها و پروتزها گرفته تا بازیها و مجسمهها انواع فیلامنتهای مناسبی یافت میشود.

پس تا الان تقریباً باید دانسته باشید فیلامنت چیست؟ فیلامنتها به عنوان مواد اولیه اصلی در پرینترهای سه بعدی عمل میکنند، اما فرآیند تبدیل یک رشته یا کلاف مواد به اشیاء سه بعدی محکم و دارای کاربرد، به قدری پیچیده است که نیازمند درک دقیقی از مکانیزمهای دستگاه و خصوصیات فیزیکی مواد است. در این بخش، به بررسی چگونگی تبدیل فیلامنت به محصول نهایی و چگونگی عملکرد آن درون دستگاه پرینت سه بعدی میپردازیم.
راهنمای جامع انواع فیلامنت پرینت سه بعدی : بهترین فیلامنت چیست؟
با درک عملکرد فیلامنت در پرینترهای سه بعدی، نوبت به بررسی جزئیات هر نوع فیلامنت و ویژگیهای خاص آن میرسد. این اطلاعات برای کاربران حرفهای و تازهکاری که به دنبال کسب بهترین نتیجه از چاپ سهبعدی هستند، بسیار حیاتی است.
خلاصه کاربرد انواع فیلامنت پرینت سه بعدی: انواع فیلامنت پرینت سه بعدی در دنیای ساخت اشیاء سهبعدی، نقشی اساسی ایفا میکنند. این رشتهها، که از جنسهای مختلفی مانند پلاستیک، فلز و مواد زیستی ساخته میشوند، به عنوان مواد اولیه پرینترهای سهبعدی عمل کرده و به کاربران امکان میدهند تا طیف وسیعی از اشیاء را خلق کنند. با توجه به تنوع انواع فیلامنت پرینت سه بعدی، انتخاب فیلامنت مناسب برای هر پروژه میتواند چالشبرانگیز باشد.
در این راهنمای جامع، به بررسی کاربردهای مختلف انواع فیلامنت پرینت سه بعدی میپردازیم و به شما کمک میکنیم تا فیلامنت مناسب برای نیازهای خود را انتخاب کنید.
مصارف عمومی:
- PLA: این فیلامنت، که از اسید لاکتیک پلی (Poly Lactic Acid) ساخته شده، به دلیل سهولت در استفاده، عدم انتشار بوی نامطبوع و زیستتخریبپذیری، به محبوبترین نوع فیلامنت تبدیل شده است. PLA برای مدلسازی، نمونهسازی، اسباببازی و مصارف خانگی ایدهآل است.
- ABS: این فیلامنت، که از جنس آکریلونیتریل بوتادین استایرن (Acrylonitrile Butadiene Styrene) است، به دلیل استحکام، مقاومت در برابر حرارت و انعطافپذیری، برای ساخت قطعات کاربردی، اتومبیلرانی و مجسمهسازی مناسب است.
- PETG: این فیلامنت، که از پلی اتیلن ترفتالات گلیکول (Polyethylene Terephthalate Glycol) ساخته شده، تعادلی بین PLA و ABS ایجاد میکند. PETG مقاوم در برابر ضربه، شفاف و چاپ آن آسان است و برای بطری، جعبه و قطعات کاربردی ایدهآل است.
مصارف خاص:
- Nylon: این فیلامنت فوقالعاده بادوام، انعطافپذیر، مقاوم در برابر حرارت و مواد شیمیایی است و برای ساخت قطعات مکانیکی، ابزار و لوازم ارتوپدی کاربرد دارد. با وجود مزایای فراوان، نایلون گران است و نیاز به تنظیمات دقیق پرینت دارد.
- PVA: این فیلامنت حلولپذیر در آب، برای چاپ تکیهگاههای قابلحذف در ترکیب با فیلامنتهای دیگر استفاده میشود. PVA کاربردهای فراوانی در ساخت اشیاء پیچیده و توخالی دارد.
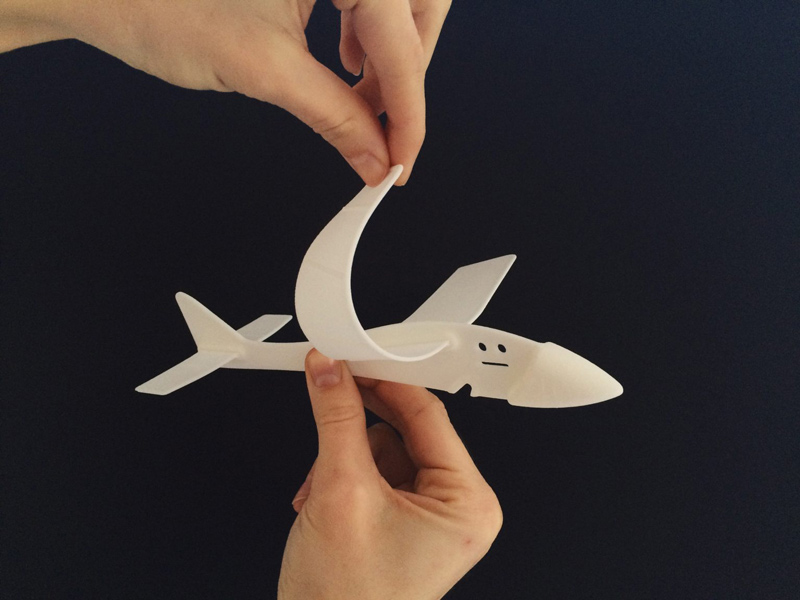
- TPU: این فیلامنت بسیار انعطافپذیر است و برای چاپ اسباببازیهای نرم، روکش گوشی و لوازم جانبی ایدهآل است. TPU به دلیل انعطافپذیری بالا، در صنایع مختلف کاربرد دارد.
مصارف نوظهور:
- فیلامنتهای فلزی: این فیلامنتها با محتوای فلز واقعی (مانند مس، فولاد ضد زنگ، برنز) برای ساخت قطعات کاربردی با خواص فلزی استفاده میشوند. فیلامنتهای فلزی گران هستند و به پرینترهای تخصصی نیاز دارند.
- فیلامنتهای زیستی: این فیلامنتها از مواد زیستی مانند سلولز، نشاسته یا الیاف گیاهی ساخته شده و سازگار با محیط زیست هستند. فیلامنتهای زیستی کاربردهای فراوانی در پزشکی و بستهبندی دارند و در حال توسعه هستند.
انتخاب مناسب از بین انواع فیلامنت پرینت سه بعدی به کاربرد نهایی، نیازها و بودجه شما بستگی دارد. به یاد داشته باشید که تنوع انواع فیلامنت پرینت سه بعدی به طور مداوم در حال افزایش است و گزینههای جدیدی برای انتخاب شما وجود دارد. در ادامه ی به معرفی هر یک از filament های پرینت سه بعدی می پردازیم

فیلامنت PLA (Poly Lactic Acid)
فیلامنت PLA از محبوبترین و پرکاربردترین مواد در پرینت سه بعدی به شمار میآید. PLA یک پلیمر ترموپلاستیک است که از منابع زیستتجدیدپذیر مثل نشاسته ذرت تولید میشود و بنابراین زیستتخریبپذیر است. ویژگیهای بارز این فیلامنت عبارتاند از چاپ آسان، کمبو و دقت بالا در ابعاد که آن را برای مدلسازی طرحهای پیچیده و دقیق مناسب میسازد. علاوه بر این، PLA دارای طیف وسیعی از رنگها و افکتهاست که برای مصارف هنری و تزئینی ایدهآل محسوب میشود.
پرینت سه بعدی فیلامنتهای PLA آسان است و با گرم شدن رایحهای شیرین و دلپذیر از آن ساطع میشود. به همین دلیل بسیاری از افراد فیلامنتهای پرینت سه بعدی PLA را به ABS ترجیح میدهند. همچنین این ماده برای تماس به صورت یکبار مصرف با مواد غذایی مناسب است و هنگام خنک شدن کمتر از ABS منقبض میشود. با این وجود ماندگاری PLA نسبت به ABS کمتر است و نسبت به افزایش دما حساس میباشد. بنابراین برای ساخت قطعات مهندسی فیلامنت پرینت سه بعدی ABS گزینه مناسبتری خواهد بود.
از جنبههای منفی، PLA نسبت به مواد دیگر دمای کمتری برای نرم شدن دارد که میتواند منجر به تغییر شکل در برابر حرارت محیطی شود و مقاومت کمتری در برابر فشار و کشش داشته باشد. همچنین در استفادههای ساختاری که نیاز به مقاومت بالا در برابر تنشهای مکانیکی و حرارتی دارند، کاربرد کمتری دارد.
فیلامنت پرینت سه بعدیPLA در طیف گستردهای از رنگها و انواع مختلفی از کامپوزیتها موجود است که میتواند ظاهری چوبی یا فلزی به قطعه ببخشد. فیلامنتهای ABS وPLA باید در کیسههای خلأ یا محفظه نگهداری شوند زیرا رطوبت موجود در هوای محیط آنها را تخریب میکند.

فیلامنت ABS (Acrylonitrile Butadiene Styrene)
اگر کیفیت آجرهای لگو را به خاطرآورید میتوانید دریابید که چرا پلاستیک ABS یکی از محبوبترین انواع فیلامنت پرینت سه بعدی است. فیلامنت پرینت سه بعدی ABS مقرون به صرفه، مستحکم و سبک است که در طیف گستردهای از رنگها ارائه میگردد. این ماده میتواند برای تولید مدلهای معماری و مفهومی تا پروژهها DIY و ساخت مورد استفاده قرار گیرد.
اگر نگران سمیت دود فیلامنتهای ABS هستید گزینههای دیگری مانند فیلامنتهای PLA وجود دارد. از آنجا که دمای پرینت سه بعدی فیلامنتهای ABS بین ۲۲۰ درجه سانتیگراد تا ۲۵۰ درجه سانتیگراد میباشد، توصیه میشود برای جلوگیری از تاب برداشتن از یک صفحه پرینت گرم و یک محفظه بسته برای کنترل خنکسازی این ماده استفاده کنید.
این فیلامنت که ترکیبی از اکریلونیتریل، بوتادین و استایرن است، ویژگیهایی چون مقاومت بالا در برابر شوکها و استحکام عالی دارد. ABS برای تولید قطعات مصرفی در صنعت خودروسازی و لوازم خانگی و در انواع پرینتر سه بعدی صنعتی به کار میرود و میتواند در محیطهای کاری با دمای بالا نیز به خوبی عمل کند.
با این حال، استفاده از ABS به دلیل انتشار بوی شدید هنگام چاپ و نیاز به بستر چاپ گرم برای جلوگیری از تابخوردگی و انقباض، چالشبرانگیزتر است. همچنین باید توجه داشت که چاپ با ABS نیاز به تهویه مناسب دارد تا از استنشاق بخارات مضر آن جلوگیری شود.

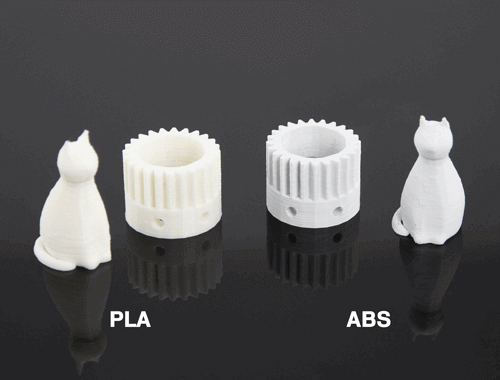
مقایسه دو فیلامنت ABS و PLA
شاید یکم گیج شدید برای قطعه خودتون از کدوم متریال استفاده کنید جواب ساده است و بستگی به نیاز شما داره فیلامنت ABS در ساخت قطعات فانکشننال با تحمل دمایی بالا تا ۹۰ درجه سانتیگراد مناسب تر است ولی فیلامنت PLA بیشتر به خاطر ارزان تر بودن و استحکام کششی بیشتر و مقاومت به ضربه کمتر نسبت به ABS برای Prototype یا همون نمونه اولیه مناسب تر است. پس اگر بخواهیم به صورت مختصر بیان کنیم داریم :
| فیلامنت PLA | فیلامنت ABS |
| ارزان قیمت | مناسب برای قطعات Functional |
| مناسب برای نمونه سازی کاربردی بدون حرارت | مناسب برای تولید جعبه برد ها الکترونیکی در تیراژ کم |
| مناسب برای نمونه سازی بصری | تحمل دمایی بالا |
| مناسب برای ماکت سازی | استحکام و مقاومت به ضربه خوب |
فیلامنت پرینت سه بعدی PET
بطریهای آب از ماده پرینت سه بعدی PET یا پلی اتیلن ترفتالات ساخته شدهاند. این ماده دومین جایگزین برای فیلامنتهای ABS است. PET برخلافABS در هنگام ذوب شدن گازهای بودار تولید نمیکند و به همان اندازه محکم و انعطافپذیر است. از همه مهمتر، PET به صفحه پرینت گرم نیاز ندارد. کیفیت قطعه نهایی تولید شده با این ماده براق، انعطافپذیر و برای استفاده با مواد غذایی ایمن است که همین امر آن را به گزینهای مناسب برای تولید بسیاری از محصولات مصرفی تبدیل میکند.
این ماده پرینت سه بعدی برای چاپ هر قطعهای از پروژههای خانگی گرفته تا مدلهای کاربردی عالی است. فیلامنتهای پرینت سه بعدی PET را به منظور محافظت در برابر رطوبت در کیسههای خلأ یا ظروف نگهداری میکنند.

فیلامنت PETG (Polyethylene Terephthalate Glycol-modified)
فیلامنت پرینت سه بعدی PETG نوع اصلاحشدهای از PET است که در بطریهای نوشیدنی و بستهبندی مواد غذایی به کار میرود. این فیلامنت شفافیت خوبی دارد و در برابر مواد شیمیایی و UV مقاوم است. PETG همچنین ترکیبی از استحکام و شفافیت را ارائه میدهد که آن را برای ایجاد قطعات با ظاهر زیبا و استحکام کافی مناسب میسازد. این فیلامنت با هدف بهبود برخی ویژگیها مانند شفافیت بالا، با گلیکول ترکیب شده است. علاوه بر این، ماده پرینت سه بعدی PETG را میتوان در دماهای پایینتری چاپ کرد که سرعت عملیات پرینت سه بعدی را تا ۱۰۰ میلیمتر در ثانیه افزایش میدهد.
PETG در برابر تغییرات آب و هوایی مقاوم است و بنابراین برای تولید وسایل باغبانی مورد استفاده قرار میگیرد. یکی دیگر از نقاط قوت این ماده، ایمنی برای پرینت سه بعدی لوازم در تماس با مواد غذایی است. هنگام استفاده از این ماده برای پرینت سه بعدی خانگی، آن را در کیسههای خلأ یا ظروف نگهداری کنید تا از رطوبت محافظت شوند.
با این وجود، کنترل فرآیند چاپ با PETG میتواند دشوار باشد زیرا این ماده به دقت بالایی در تنظیمات دمایی نیاز دارد. همچنین در صورت عدم استفاده صحیح، ممکن است با مشکلاتی مانند بیندینگ یا چسبندگی بیش از حد لایهها مواجه شویم.

فیلامنت پرینت سه بعدی PVA
فیلامنت پرینت سه بعدی PVA یا پلی وینیل الکل برای ایجاد ساختارهای پشتیبانی حل شونده در آب مورد استفاده قرار میگیرد. در حالی که سایر مواد پشتیبانی برای حل شدن به مواد شیمیایی خاصی احتیاج دارند، PVA در آب قابل حل است. این ماده نیز مانند سایر فیلامنتها باید در ظروف یا کیسههای ضد هوا نگهداری شود.

هنگام انتخاب خدمات پرینت سه بعدی یا نوع پرینتر سه بعدی ای که میخواهید قطعهتان را با آن بسازید درنظر گرفتن ساپورت و تأثیری که سازه ساپورت روی پرینت سه بعدی شما یا طراحی سه بعدی شما میگذارد از اهمیت بالایی برخوردار است. سازههای ساپورت معمولاً روی سطح قطعه تأثیر میگذارند، با کندن ساپورتها جای آنها روی قطعه میماند، و دقیقاً در همین جا احساس نیاز به متریال PVA دیده میشود. PVA تنها میتواند ساپورت دو فیلامنت PLA و TPU به کار میرود و مثلاً نمیتواند به عنوان ساپورت ABS استفاده شود که علت درجه تزریق ABS و PVA است.
فیلامنت PVA، یک پلیمر نرم و زیست تخریبپذیر است که بسیار حساس به رطوبت است. و همین ویژگی سبب شده که یک متریال عالی برای استفاده در ساپورت پرینتر سه بعدی باشد. البته این نکته رو هم باید در نظر گرفت که گاهی از متریال PVA برای پرینت قطعه اصلی هم استفاده میشود، زمانی که به هر دلیل نیاز باشد قطعه نهایی قابل حل شوندگی در آب را داشته باشد.

فیلامنت پرینت سه بعدی نایلون Nylon
انعطافپذیری و و استحکام بالا نایلون را به بهترین گزینه برای طیف وسیعی از کاربردها از مهندسی تا هنر تبدیل کرده است. اغلب از این ماده تحت عنوان “پلاستیک سفید” یاد میشود. در میان فیلامنتهای پرینت سه بعدی FDM، پیوند لایهای نایلون از سایر موارد قویتر است که آن را به مادهای ایدهآل برای تولید قطعاتی که نیاز به مقاومت کششی و مکانیکی خوبی دارند تبدیل کرده است.
قطعات پرینت سه بعدی شده نایلونی تا حدی انعطافپذیر، مقاوم در برابر مواد شیمیایی و مهمتر از همه محکم هستند. نایلون نیز مانند سایر ترموپلاستیکها در مجاورت رطوبت موجود در هوای محیط تخریب میشود و بهتر است در ظروف یا کیسههای ضد هوا نگهداری گردد.
فیلامنتهای پرینت سه بعدیرسانا
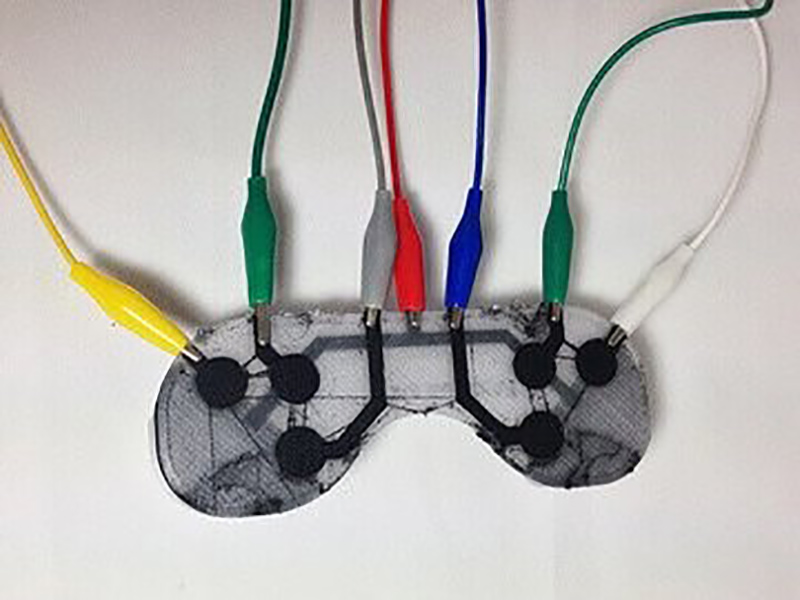
فیلامنت پرینت سه بعدیرسانا یک کامپوزیت است، به این معنی که از بیش از یک ماده تشکیل شده است تا بهترین ویژگیها را ارائه دهد. به عنوان مثال PLA انواع کامپوزیتها از چوب تا فلز را ارائه میدهد. فیلامنتهای پرینت سه بعدیرسانا معمولاً با پلاستیک PLA یا ABS ساخته میشوند که هر یک مزایا و معایب ماده اصلی را نیز به همراه دارد. فیلامنترسانا ABS در مقایسه با نوع PLA استحکام بیشتری دارد و در برابر حرارت مقاوم است اما مشکلات سمی بودن بخار ABS را دارا میباشد.
از این ماده مفید میتوان برای پرینت سه بعدی سنسورهای لمسی برای کاربردهایی که به دستگاههای رابط انسانی نیاز دارند استفاده کرد. از دیگر موارد مصرفی این موادرسانا میتوان به دستگاههای الکترونیکی پوشیدنی و ایجاد رابط بین رایانهها، بردهای آردوینو و سایر اجزای سازنده برای پروژههای خانگی اشاره کرد.
فیلامنت پرینت سه بعدی چوب
فیلامنت پرینت سه بعدی چوب کامپوزیت دیگری است که عمدتاَ با PLA ساخته میشود. قطعه پرینت سه بعدی شده با استفاده از این ماده قابل سنباده زنی و رنگ کردن است. اگرچه این ماده پرینت سه بعدی عجیب و غریب از نظر زیباییشناسی جذاب است اما ویژگیهای عملکردی مشابه ماده اصلی را ندارد. به عنوان مثال نباید یک صندلی را با استفاده از فیلامنت پرینت سه بعدی چوب بسازید.
نکته جالب این است که با تنظیم دمای تزریق فیلامنت میتوانید تیرگی و روشنی رنگ قهوهای فیلامنت چوب را کنترل کنید. به این معنی که پرینت سه بعدی در دماهای پایین رنگ بسیار روشن و پرینت سه بعدی در دمای بالا قطعهای به رنگ قهوه تیره ایجاد میکند. بنابراین برای ایجاد رنگهای مختلف دمای پرینتر سه بعدی را تغییر دهید.

فیلامنت پرینت سه بعدی HIPS
فیلامنت پرینت سه بعدی HIPS (پلی استایرن مقاوم High impact polystyrene) دو کاربرد دارد: اغلب به عنوان ماده پشتیبانی در پرینت سه بعدی FDM و پرینت سه بعدی SLA مورد استفاده قرار میگیرد زیرا در لیمونن قابل حل میباشد. HIPS در هنگام استفاده با ماده پرینت سه بعدی ABS بهترین عملکرد را دارد زیرا خواص مشابهی را به اشتراک میگذارند. همانطور که از نام این ماده پیداست، HIPS مادهای بسیار بادوام است که برای استفاده در صنایع بستهبندی یا سایر کاربردهایی که به مقاومت بالا در برابر ضربه نیاز دارند مناسب است.
فیلامنت HIPS بسیار شبیه به فیلامنت ABS است، اما همانطور که از نام آن (پلی استایرن مقاوم) پیداست، توانایی مقاومت در برابر ضربه بسیار بالاتری را دارست. این فیلامنت به راحتی رنگآمیزی شده و قابل پردازش است و علاوه بر این، این ماده برای مواد غذایی بیخطر است. و معمولاً از این نوع ماده در ساخت دیوارهها و قطعات یخچالها و وسایل آشپزخانه استفاده میشود.
توجه داشته باشید که HIPS در هنگام پرینت بخار منتشر میکند. این ماده نیز مانند دیگر مواد پرینت سه بعدی در معرض تأثیرات محیطی است و باید را در ظروف یا کیسههای ضد هوا نگهداری شود.
در پرینت سه بعدی HIPS بیشتر به عنوان ماده ساپورت فیلامنت پرینت سه بعدی ABS در پرینت سه بعدی دو نازله مورد استفاده قرار میگیرد که شرکت آیدیزاین این نوع خدمات رو برای مشتریهای خود فراهم ساخته است، و علت اصلی استفاده این مواد به عنوان ساپورت ویژگی خاص این ماده در محلول بودن در لیمو است و مشابه ساپورت فیلامنت PVA است و باعث صافی سطح عالی بعد از جداسازی ساپورت از قطعه میشود. البته از این متریال به طور مستقل هم نیز استفاده میشود
بنا به اطلاعات بالا HIPS بهترین ساپورت قطعه فیلامنت ABS است زیرا دامنه دمای پرینت سه بعدی این دو فیلامنت بسیار شبیه بهم بوده و کار دشوار چاپگر سه بعدی را آسان میکند.
در حین چاپ، HIPS مقادیر کمی استایرن را در اتمسفر آزاد میکند، بنابراین توصیه میشود هنگام استفاده از این ماده، چاپگر را در محلی با تهویه مناسب قرار دهید.
فیلامنت HIPS معمولاً با دمای نازل بین ۲۲۰ درجه سانتیگراد تا ۲۴۰ درجه سانتیگراد و دمای بستر بین ۹۰ درجه سانتیگراد تا ۱۱۰ درجه سانتیگراد چاپ میشود. این بدان معناست که بعضی از ماشین آلات در چسبندگی بستر مشکل دارند، زیرا دستیابی به درجه حرارت بالا و بستر گرم آن دشوارتر است. با این حال، همه ترفندهای معروف چسبندگی بستر برای فیلامنت ABS با HIPS، از جمله نوار Kapton، مفید هستند.
فیلامنت پرینت سه بعدی کامپوزیت فلز
فیلامنت فلزی در واقع یک ترموپلاستیک است که با مقادیر کمی فلز مخلوط شده است تا به مدل پرینت سه بعدی شده شما ظاهری فلزی ببخشد، اما این ماده عملکردی مشابه فلز ندارد.
البته این به این معنی نیست که هیچ فیلامنت فلزی وجود ندارد که شما بتوانید با آن شیئ با ظاهر فلزی پرینت کنید. تعداد کمی فیلامنت فلزی وجود دارد که عمدتاَ از فلز ساخته شدهاند و پلاستیک بسیار کمی دارند. این فیلامنتها قطعات تقریباً فلزی را به شما ارائه میدهند. با این حال برای پرینت سه بعدی با این موارد به دستگاه سینترینگ و یک دستگاه چاپگر سه بعدی نیاز دارید که بتواند ویژگی های فیلامنت فلزی را کنترل کند.
فیلامنتهای کامپوزیت فلزی جلوهای فلزی به قطعه پرینت سه بعدی شده شما میدهد که برای کاربردهایی مانند هنرهای تجسمی مناسب است. فیلامنتهای کامپوزیت فلزی محبوب شامل برنز، مس، فولاد و آهن میباشند که از همه ترموپلاستیکهای دیگر سنگین هستند.
انواع مختلف دیگری از فیلامنت هستند که در پرینترهای دیگر مانند پرینتر سه بعدی بتن یا پرینتر سه بعدی طلا مورد استفاده قرار می گیرند.
مقایسه فیلامنتهای مهندسی: Nylon, PC, ASA, TPU, PP
فیلامنتهایی مانند Nylon (نایلون)، PC (پلیکربنات)، ASA (استایرن اکریلونیتریل)، TPU (پلیاورتان ترموپلاستیک) و PP (پلیپروپیلن) به دلیل خواص مهندسی مانند مقاومت بالا در برابر کشش، استحکام تأثیر، انعطافپذیری و مقاومت در برابر مواد شیمیایی و UV منحصر به فرد هستند.
Nylon با دوام، سخت و لغزنده است و در تولید چرخدندهها و بخشهای مکانیکی استفاده میشود. PC برای قطعات مقاوم در برابر شوکها و دمای بالا مثل محافظهای الکترونیکی کاربرد دارد. ASA نوعی پلاستیک مقاوم در برابر آب و هوا است که برای کاربردهای فضای باز مناسب است. TPU به دلیل انعطافپذیری و کشسانیاش در ساخت کیفها و کفشهای ورزشی مورد استفاده قرار میگیرد. در نهایت PP که سبک و مقاوم به خوردگی است، برای محصولات بستهبندی و قطعات خودرو کاربرد دارد.
موانعی که در استفاده از این فیلامنتها وجود دارد، شامل دشواری در چاپ دقیق به دلیل خواص کشسان و تمایل به جمع شدن، نیاز به تنظیمات دقیق دمایی و انتقال حرارت، و دشواری در اتصال به بستر چاپ است.
در پایان، یادآوری این نکته ضروری است که انتخاب فیلامنت مناسب نیازمند توجه به جزئیات پروژه، همچون شرایط کاری محصول نهایی و ویژگیهای فنی مورد نظر است. انتخاب بهینه فیلامنت نه تنها بر کیفیت قطعه چاپشده بلکه بر دوام و کارایی آن نیز تأثیرگذار است.
نکات کلیدی برای انتخاب صحیح فیلامنت چیست؟
انتخاب فیلامنت مناسب، بخش حیاتی در فرآیند چاپ سهبعدی است. فیلامنتی که برای پروژهی خود انتخاب میکنید، باید هم با نوع پرینتر سهبعدیتان سازگار باشد و هم بتواند ویژگیهای فنی مورد نیاز قطعهی نهایی را برآورده سازد. در این بخش، دستورالعملهای کلیدی برای انتخاب صحیح فیلامنت ارائه میدهیم.
- شناخت پرینتر و تطابق با فیلامنت
ابتدا، اطمینان حاصل کنید که پرینتر شما با نوع فیلامنتی که میخواهید استفاده کنید سازگاری دارد. برخی پرینترهای سهبعدی برای کار با فیلامنتهای خاصی طراحی شدهاند و ممکن است تنظیمات حرارتی یا سایر قابلیتهایی که برای انواع خاصی از مواد لازم است را نداشته باشند.
- درک ویژگیهای قطعه نهایی
ویژگیهای فیزیکی و مکانیکی قطعهی نهایی مانند استحکام، انعطافپذیری، و مقاومت در برابر حرارت یا مواد شیمیایی باید در انتخاب فیلامنت تأثیرگذار باشند. برای مثال، اگر قطعه در معرض تنشهای مکانیکی یا حرارتی قرار دارد، استفاده از فیلامنتهای مهندسی مانند Nylon یا PC میتواند گزینهای مطلوب باشد.
- بررسی شرایط محیطی
محیطی که قطعه در آن به کار خواهد رفت نیز باید مورد توجه قرار گیرد. فیلامنتها بسته به جنسشان، ممکن است در برابر عواملی مثل رطوبت، دمای بالا یا تابش UV حساسیت داشته باشند. مثلاً، برای قطعاتی که باید در فضای باز استفاده شوند، فیلامنتهایی با مقاومت بالا در برابر UV مانند ASA یا فیلامنتهایی با مقاومت به رطوبت مانند PETG توصیه میشوند.
- ارزیابی دقت و کیفیت چاپ
کیفیت و دقت چاپ مورد نیاز برای پروژهتان را بررسی کنید. برخی فیلامنتها مثل PLA به دلیل رفتار پیشبینیپذیر حین چاپ، برای مدلهای با جزئیات دقیق مناسبتر هستند، در حالی که فیلامنتهای دیگر مانند TPU به دلیل انعطافپذیری بالا ممکن است برای این منظور چالشبرانگیز باشند.
- توجه به نکات زیستمحیطی
فیلامنتهای زیستتخریبپذیر مانند PLA و برخی انواع Nylon، گزینههایی هستند که تأثیر کمتری بر محیطزیست دارند. اگر تمایل به استفاده از مواد پایدار و سازگار با محیط زیست دارید، به این ویژگی توجه کنید.
- بودجه و هزینهها
بودجه و هزینههای موجود نیز باید در انتخاب فیلامنت در نظر گرفته شود. برخی فیلامنتها مانند فیلامنتهای مهندسی ممکن است قیمت بالاتری نسبت به فیلامنتهای استاندارد داشته باشند. ارزیابی هزینه در برابر عملکرد فیلامنت، عامل مهمی در تصمیمگیری است.
- تجربه و دانش فنی
سطح تجربهی شما در چاپ سهبعدی میتواند در انتخاب فیلامنت مؤثر باشد. اگر تازهکار هستید، شاید بهتر باشد ابتدا با فیلامنتهایی مانند PLA که چاپ با آنها سادهتر است شروع کنید. به مرور که تجربهتان بیشتر شود، میتوانید به فیلامنتهای پیچیدهتر مانند Nylon یا PC بپردازید.
با دنبال کردن این دستورالعملها، میتوانید فیلامنتی را انتخاب کنید که نه تنها با نیازهای فنی پروژه شما منطبق است بلکه از نظر اقتصادی نیز معقول باشد و به بهترین نحو پشتیبانی از اهداف زیستمحیطی و استانداردهای کیفیت را فراهم آورد.

فرآیند چاپ سهبعدی و ساخت اشیاء از فیلامنت چیست؟
چاپ سهبعدی با فیلامنت معمولاً با استفاده از تکنولوژی مدلسازی بوسیله ذوب فیلامنت (Fused Filament Fabrication – FFF) یا ساخت افزایشی بوسیله ذوب مواد (Fused Deposition Modeling – FDM) انجام میگیرد. این فرآیند به طور خلاصه شامل گرمکردن و ذوبکردن فیلامنت، اکسترود (فشردهسازی) و ایجاد لایههای متوالی است تا نهایتاً شکل نهایی شیء سه بعدی را تشکیل دهد.
گرمکردن و ذوبکردن فیلامنت
فرآیند چاپ سهبعدی با فیلامنت از قرارگیری فیلامنت در درایو یا واحد پیشران دستگاه شروع میشود. فیلامنت از طریق یک مکانیزم پیشران به سمت سر داغ یا نازل اکسترودر هدایت میشود. نازل اکسترودر تا دمای خاصی گرم میشود که برای فیلامنت مورد استفاده مناسب است. به عنوان مثال، برای فیلامنت PLA دما معمولاً بین 180 تا 220 درجه سلسیوس و برای ABS بین 210 تا 250 درجه سلسیوس تنظیم میشود. در این مرحله، فیلامنت ذوب شده و آمادهسازی برای ایجاد لایههای چاپ شده میشود.
اکسترود کردن فیلامنت
پس از ذوب شدن فیلامنت، مرحله اکسترود کردن آغاز میشود. در این مرحله، فیلامنت ذوب شده از نازل اکسترودر خارج میشود و بر روی پلتفرم یا بستر چاپ در لایههای متوالی و موازی انباشته میگردد. دقت حرکت نازل و سرعت اکسترود ماده بسیار مهم است و بر اساس مدل CAD طراحی شده توسط کاربر و با دقت بسیار بالا کنترل میشود. این فرآیند باید به گونهای انجام شود که لایهها به درستی به یکدیگر بچسبند و از پایداری لازم برخوردار باشند.
خنکسازی و تثبیت فیلامنت ریخته شده
همزمان با اکسترود شدن فیلامنت ذوب شده، سیستم خنککننده دستگاه فعال شده و مواد تازه اکسترود شده را خنک میکند تا به سرعت سخت شوند و شکل بگیرند. این مرحله برای تثبیت فوری لایهها و جلوگیری از تغییر شکلهای ناخواسته حیاتی است. گاهی اوقات، برای افزایش پایداری لایهها و جلوگیری از انحنا یا تابخوردگی، از بستر چاپ گرم استفاده میشود.
ادامه چاپ و تکمیل لایهها
این فرآیند به صورت مداوم ادامه مییابد تا تمام لایهها یکی پس از دیگری اکسترود شوند و شیء سه بعدی مطابق با مدل طراحی شده تکمیل گردد. اتصال بین لایهها و یکپارچگی کلی ساختار بستگی به تنظیمات پرینتر، دمای اکسترودر، سرعت چاپ و خصوصیات فیزیکی فیلامنت دارد.
تنظیمات دستگاه، آمادهسازی و روشهای بهینهی انتخاب فیلامنت برای چاپ سه بعدی
درست استفاده کردن از فیلامنتها برای چاپ سهبعدی مستلزم دانستن چند نکته کلیدی است که به نتیجهی نهایی کیفیت بخشیده و مانع از هدر رفت وقت و منابع میشود. این نکات شامل تنظیمات دستگاه، آمادهسازی فیلامنت و روشهای بهینه برای چاپ میشود.
- تنظیم دمای پرینتر: قبل از آغاز فرآیند چاپ، لازم است تا دمای نازل و تخت پرینتر را متناسب با نوع فیلامنت تنظیم کنید. هر فیلامنتی دارای دمای چاپ ایدهآل خاصی است که باید رعایت شود. بهطور معمول، دمای نازل برای فیلامنت PLA بین 180 تا 220 درجه سانتیگراد و برای ABS بین 220 تا 250 درجه سانتیگراد است. اطمینان حاصل کنید که پیش از شروع چاپ، پرینتر به دمای مناسب رسیده باشد.
- تنظیم دمای بستر چاپ : علاوه بر دمای نازل، دمای بستر یا تخت یا بد چاپ نیز مهم است. دمای تخت باید بهگونهای تنظیم شود که فیلامنت بهخوبی به آن بچسبد بدون آنکه دچار تابخوردگی شود. برای PLA، دمای تخت معمولاً بین 40 تا 60 درجه سانتیگراد و برای ABS بین 80 تا 110 درجه سانتیگراد است.
- کالیبراسیون تخت چاپ : قبل از چاپ، تخت پرینتر باید کالیبره شود تا فاصله مناسبی با نازل داشته باشد. این فاصله معمولاً به اندازه ضخامت یک برگ کاغذ یا کمتر است. کالیبراسیون صحیح موجب میشود تا لایههای اولیه فیلامنت با دقت و صافی بیشتری چاپ شوند.
- رطوبتزدایی فیلامنت: فیلامنتها میتوانند رطوبت هوا را جذب کنند که این امر بر کیفیت چاپ تأثیر منفی میگذارد. قبل از استفاده، فیلامنت باید در محیطی خشک نگهداری شود و در صورت لزوم از خشککنهای فیلامنت یا فرآیندهای خانگی مانند قرار دادن در فر با دمای پایین برای چند ساعت استفاده کنید تا رطوبت آن خارج شود.
- بررسی تمیزی فیلامنت: فیلامنت مورد استفاده باید از هرگونه آلودگی و گرد و غبار پاک باشد. اطمینان حاصل کنید که فیلامنت قبل از وارد کردن به نازل تمیز شده است تا از گرفتگی نازل جلوگیری شود.
- تغذیه صحیح فیلامنت : نحوه قرار دادن فیلامنت در محور تغذیه نیز حائز اهمیت است. باید مطمئن شوید که فیلامنت بهراحتی و بدون کشیدگی یا خمیدگی از قرقرهای که روی آن پیچیده شده تغذیه میشود. این کار مانع از پیچخوردگی یا توقف فیلامنت حین چاپ میشود.
- تنظیم جریان فیلامنت (Flow Rate) :تنظیم جریان فیلامنت برای داشتن چاپ دقیق و بدون نقص ضروری است. جریان بیش از حد میتواند منجر به سرریز مواد و جریان کمتر ممکن است باعث ایجاد لایههای ناپیوسته شود. به طور معمول، تنظیم جریان باید بر روی 100% باشد، اما بسته به فیلامنت و پروژه ممکن است تغییر کند.
- تنظیم سرعت چاپ: سرعت چاپ سه بعدی باید متناسب با مواد و پیچیدگی مدل چاپی تنظیم شود. چاپ سریعتر ممکن است زمان کمتری ببرد، اما میتواند دقت و کیفیت نهایی را تحتالشعاع قرار دهد. فیلامنتهایی مانند PLA میتوانند با سرعت بالاتری چاپ شوند، در حالی که فیلامنتهایی مانند ABS به سرعتهای پایینتری نیاز دارند.
- استفاده از بستر چاپ مناسب : بستر چاپ میتواند شیشه، چسب PVA، روکش بیلدتاک، یا دیگر مواد باشد. انتخاب بستر مناسب به فیلامنت و مدل مورد نظر بستگی دارد. مثلاً، استفاده از روکشهای چسبی میتواند به اتصال بهتر PLA به تخت چاپ کمک کند.
- استفاده از فن خنککننده مناسب : فن خنککننده نقش مهمی در فرآیند چاپ دارد و به تسریع سرد شدن لایههای تازه چاپ شده کمک میکند. این امر بویژه برای فیلامنتهایی که تمایل به انقباض و تابخوردگی دارند، مثل ABS، بسیار مهم است.
با رعایت این نکات میتوانید چاپ سهبعدیتان را با اطمینان بیشتری آغاز کنید و از نتایج کار خود لذت ببرید. توجه به جزئیات و دقت در آمادهسازی فیلامنت و تنظیمات پرینتر، میتواند تفاوت قابل توجهی در کیفیت نهایی کار ایجاد کند.
نگهداری و مراقبت از فیلامنت چیست؟
نگهداری و مراقبت از فیلامنتها از جمله مهمترین عوامل تضمینکننده کیفیت و پایداری چاپهای سهبعدی هستند. فیلامنتهایی که بهدرستی نگهداری نشوند ممکن است دچار مشکلاتی از قبیل جذب رطوبت، تغییر خواص فیزیکی و شیمیایی، و حتی آسیبدیدگی شیمیایی شوند. در این قسمت به شرح روشهایی میپردازیم که میتوانند به حفظ شرایط ایدهآل فیلامنتها و در نتیجه افزایش طول عمر و بهبود کیفیت چاپ سهبعدی کمک کنند.
رطوبتزدایی فیلامنتها
اولین و مهمترین گام در نگهداری فیلامنتها، جلوگیری از جذب رطوبت است. فیلامنتها بهویژه انواعی مانند PLA، ABS، و Nylon بشدت رطوبتپذیر بوده و در صورت جذب رطوبت، حین چاپ با مشکلاتی نظیر حبابزدگی و کاهش کیفیت سطح روبرو میشوند. روشهای رطوبتزدایی را میتوان به دو دسته عمومی تقسیم کرد: پیشگیری و درمان.
برای پیشگیری از جذب رطوبت، فیلامنتها باید در محیطهایی با رطوبت کنترلشده نگهداری شوند. بهکارگیری بستهبندیهای محکم و مهر و موم شده، استفاده از سیلیکا ژل یا بستههای خشککننده دیگر و نگهداری در کابینتها یا جعبههای ضد رطوبت میتواند از ورود رطوبت به فیلامنت جلوگیری کند.
در صورتی که فیلامنت رطوبت جذب کرده باشد، میتوان از خشککنهای فیلامنت استفاده کرد. خشککنهای فیلامنت دستگاههایی هستند که با گرم کردن فیلامنتها به دمای کنترلشده، رطوبت درونی آنها را خارج میکنند. روش دیگر، استفاده از فر پیشگرم شده به دمای پایین (حدود 40 تا 45 درجه سانتیگراد برای فیلامنت PLA) برای چند ساعت است، تا رطوبت موجود تبخیر شود. توجه داشته باشید که دمای خیلی بالا میتواند باعث آسیب دیدن یا تغییر خواص فیلامنت شود.
انبارش صحیح فیلامنتها
پس از رطوبتزدایی، ذخیرهسازی فیلامنتها باید بهگونهای صورت گیرد که در معرض نور مستقیم خورشید، گرد و غبار و آلودگیهای دیگر قرار نگیرند. استفاده از ظروف بستهبندی اصلی فیلامنت یا جعبههای پلاستیکی مخصوص که محکم و مقاوم در برابر UV هستند، توصیه میشود. میتوان از ظروفی با پوششهای ضد UV نیز استفاده کرد که از تجزیه فیلامنتها در اثر تابش نور جلوگیری میکنند.
ضمناً، همانطور که قبلاً گفته شد، قرار دادن بستههای خشککن کنار فیلامنتها درون ظرف، میتواند از جذب رطوبت پیشگیری کند. فیلامنتها باید در دمای محیطی معمولی و به دور از تغییرات شدید دمایی نگهداری شوند. تغییرات دمایی میتواند باعث ایجاد تنش در فیلامنت و در نهایت شکستگی یا ترکخوردگی آن شود.
مشکلات رایج هنگام استفاده از انواع فیلامنت پرینت سه بعدی و جلوگیری از آنها
در حین استفاده از فیلامنتها در پرینترهای سه بعدی، کاربران ممکن است با چالشهای مختلفی روبرو شوند که کیفیت نهایی محصول را تحت تأثیر قرار دهد. مشکلات رایجی نظیر گرفتگی نازل و تاب برداشتن لایهها عملکرد پرینتر و نتایج پروژههای چاپ سه بعدی را با مخاطره روبرو میکنند. در ادامه، روشهای مؤثر برای شناسایی و رفع این مشکلات بحث خواهد شد.
گرفتگی نازل (Nozzle Clogging)
گرفتگی نازل یکی از رایجترین موانع در فرایند پرینت سه بعدی است. این اتفاق زمانی رخ میدهد که مواد اضافی، ذرات کوچک یا فیلامنت سخت شده در داخل نازل گیر کرده و از جریان طبیعی فیلامنت جلوگیری میکند. برای رفع این مشکل، ابتدا باید جریان فیلامنت را قطع و سپس دمای نازل را تا حداکثر مقدار ممکن برای آن ماده افزایش دهیم تا مواد گرفتار شده آب شوند. سپس با استفاده از یک سوزن دقیق یا سیم فنری مخصوص میتوان این مواد را از نازل خارج کرد. همچنین، استفاده از فیلامنتهای تمیزکننده (cleaning filament) که به طور ویژه برای پاکسازی نازل طراحی شدهاند، میتواند گزینهای مؤثر باشد.

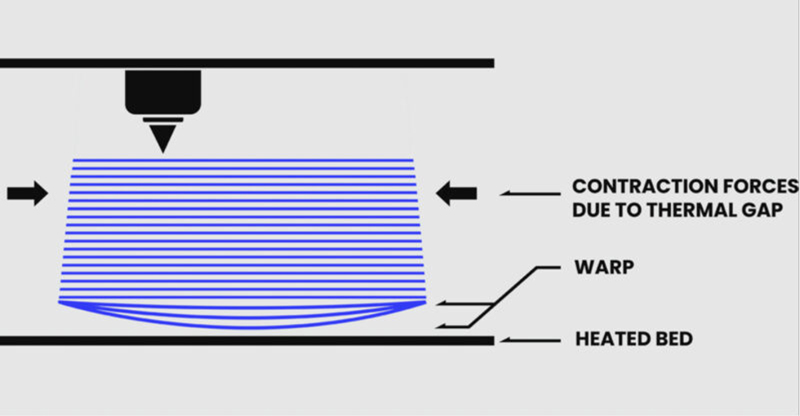
تاب برداشتن لایهها (Warping)
تاب برداشتن لایهها زمانی اتفاق میافتد که گوشهها یا لبههای اشیاء چاپی از سطح پرینتر برداشته شده و منحنی شوند. علت اصلی این پدیده تفاوت در سرعت سرد شدن لایهها است. هنگامی که لایههای تازه چاپ شده سرد میشوند و منقبض میگردند، تنش در محل تماس با سطح پرینت ایجاد میشود که ممکن است باعث جدا شدن یا تاب برداشتن شود. برای جلوگیری از این مشکل، استفاده از یک بستر چاپ گرم (heated bed) توصیه میشود که دما را در تمام مدت چاپ یکنواخت نگه میدارد. افزودن رأفت (raft) یا بریم (brim) که لایههای اضافی موقت در اطراف و زیر مدل چاپی هستند، نیز میتواند به چسبیدن بهتر آن کمک کند. همچنین، بررسی و تنظیم دقیق اولیه سطح پرینت اهمیت دارد تا اطمینان حاصل شود که هر لایه به درستی به لایه قبلی میچسبد.
تأثیرات زیست محیطی و بیولوژیکی فیلامنت چیست؟
این مشکلات و راههای حل آنها تنها چند مورد از چالشهایی هستند که کاربران در فرآیند چاپ سهبعدی با آن مواجه میشوند. با دقت و رعایت اصول نگهداری مناسب فیلامنت و تنظیمات صحیح پرینتر، میتوان از بسیاری از این مشکلات پیشگیری کرد. در ادامه، به اهمیت تأثیرات زیستمحیطی استفاده از فیلامنتها و چگونگی کاهش این اثرات خواهیم پرداخت.
فیلامنتهای بیولوژیکی، که گاهی اوقات به عنوان فیلامنتهای بیوکامپوزیت یا بیودگرادیبل شناخته میشوند، به دلیل پایداری زیست محیطی و سازگاری با محیط زیست، در میان فیلامنتهای مورد استفاده در پرینت سه بعدی به شهرت رسیدهاند. این فیلامنتها معمولاً از مواد زیست تخریبپذیر مانند اسید پلیلاکتیک (PLA) ساخته شدهاند، که منشأ گیاهی دارند و میتوانند در شرایط خاص زیستی به مواد تجزیهپذیر در طبیعت تبدیل شوند. همچنین، انواع دیگری از فیلامنتها مانند PHA و PCL نیز وجود دارند که از منابع تجدیدپذیر و زیست تخریبپذیر ساخته میشوند.
بررسی چرخه حیات فیلامنتهای بیولوژیکی مهم است تا ارزیابی شود که در طول عمر محصول، چه تأثیری بر محیط زیست میگذارند. از مرحله تولید تا پایان عمر و تجزیه در طبیعت، مواد زیستتخریبپذیر میتوانند تأثیرات کمتری بر محیط داشته باشند نسبت به پلاستیکهای مبتنی بر نفت. تولید PLA از منابع تجدیدپذیر مانند نشاسته ذرت نه تنها از استفاده از منابع فسیلی جلوگیری میکند، بلکه کاهش گازهای گلخانهای را به دنبال دارد، زیرا گیاهان در طول رشد خود دیاکسید کربن جو را جذب میکنند.
بازیافت فیلامنتهای پرینت سه بعدی یکی از مهمترین اقدامات برای دستیابی به پایداری زیستمحیطی است. فیلامنتهای استفاده شده، بهخصوص آنهایی که از مواد بیولوژیکی ساخته شدهاند، میتوانند بازیافت شوند تا مواد اولیه جدید برای پرینت ساخته شوند. رویههای بازیافت شامل جمعآوری، خردکردن و تبدیل فیلامنتهای دورریز به گرانولهای جدید است که مجدداً به فیلامنتهایی قابل استفاده تبدیل میشوند.
برخی شرکتها و استارتآپها به توسعه دستگاههای بازیافت فیلامنت در محل پرداختهاند که به کاربران اجازه میدهد فیلامنتهای دورریخته را دوباره به یک خط تولید فیلامنت بازگردانند. این نه تنها هزینههای مرتبط با خرید فیلامنت را کاهش میدهد، بلکه به کاهش زبالههای پلاستیکی کمک میکند.
فناوریهای جدید در فیلامنتها
در حالی که فیلامنتهای پرینت سه بعدی پتانسیل زیادی برای کمک به محیط زیست دارند، برای رسیدن به این هدف نیاز به یک رویکرد جامع در تمام مراحل از تولید تا بازیافت دارند. پیادهسازی فرآیندهای بازیافت مؤثر و استفاده از فیلامنتهای بیولوژیکی میتواند نقش بزرگی در کاهش اثرات منفی بر محیط زیست داشته باشد. این تلاشها نیاز به حمایت دولتها، تحقیقات دانشگاهی و نوآوریهای صنعتی دارند تا به آینده پایدارتری برای پرینت سه بعدی دست یابیم.
حوزه پرینت سه بعدی همواره شاهد پیشرفتهای چشمگیر و نوآوریهای پیوسته در تولید مواد فیلامنت بوده است. تحقیقات گستردهای با هدف بهبود کیفیت، دوام، تنوع ویژگیها و کاربردهای فیلامنتها انجام میگیرد. این تحقیقات در جستجوی فیلامنتهایی با خصوصیات ویژه، مثل افزایش استحکام مکانیکی، مقاومت در برابر حرارت و شیمیایی، زیستسازگاری و همچنین فیلامنتهای هوشمند با قابلیت تغییر ویژگیها در پاسخ به محیط اطراف هستند.

فیلامنتهای با دوام بیشتر: یکی از حوزههای تحقیقاتی، توسعه فیلامنتهای با دوام بیشتر و مقاومت بالا در برابر فشارهای مکانیکی و دمایی است. استفاده از فیبرهای تقویتی مانند فیبر کربن، شیشه یا بازالت در پلیمرها، فیلامنتهایی را ارائه میدهد که میتوانند وزن کمتر و مقاومت بیشتری در برابر شرایط محیطی مختلف داشته باشند. فیلامنتهای تقویتشده این توانایی را دارند که در بخشهای حساس مکانیکی و در صنایع نظامی و هوافضا استفاده شوند.
فیلامنتهای زیستسازگار: از دیگر حوزههای مهم تحقیق، توسعه فیلامنتهای زیستسازگار است. این فیلامنتها به گونهای طراحی میشوند که پس از پایان عمر مفید خود قابلیت تجزیه زیستی داشته باشند، کاهش زبالههای پلاستیکی و تأثیر آنها بر محیط زیست را به همراه دارند. مواد مورد استفاده در این فیلامنتها اغلب از منابع تجدیدپذیر مانند نشاسته ذرت، سیبزمینی یا سایر محصولات کشاورزی گرفته میشوند.
فیلامنتهای هوشمند و متغیر: نوآوریهای فوقالعادهای در حوزه فیلامنتهای هوشمند و متغیر در حال رخ دادن است. این فیلامنتها قابلیت تغییر رنگ، شکل، سختی، یا حتی خودترمیمشوندگی را در پاسخ به تغییرات محیطی مانند دما، رطوبت، نور یا فشارهای مکانیکی دارند. این مواد جدید امکان ایجاد محصولات سفارشی را فراهم میآورند که میتوانند در شرایط خاص عملکرد بهتری داشته باشند و در برنامههای تجاری و پزشکی کاربردهای متعدد دارند.
فناوری نانو در فیلامنتها: تکنولوژی نانو نیز به سرعت در حال تغییر دادن صنعت فیلامنتهای پرینت سه بعدی است. نانوذرات افزوده شده به ماتریس پلیمری میتوانند خواص ضدمیکروبی، افزایش هدایت حرارتی و الکتریکی، و بهبود خواص مکانیکی را برای فیلامنتها به ارمغان بیاورند. این امر باعث گسترش دامنه کاربرد فیلامنتها در بخشهایی نظیر الکترونیک قابل چاپ، پوشیدنیهای هوشمند و تجهیزات پزشکی میشود.
این تحقیقات و نوآوریها بر کیفیت و کاربردهای پرینت سه بعدی تأثیرات عمدهای دارند. با ورود مواد جدید به بازار، مهندسان و طراحان قادر به ساخت قطعاتی با ویژگیهایی هستند که پیش از این قابل دستیابی نبودهاند. فیلامنتهای با کیفیت بهتر، اجازه میدهند که پرینتهای سه بعدی دقیقتر، محکمتر و با ظاهر زیباتری تولید شوند.
فیلامنتهای نوآورانهای که در این تحقیقات توسعه یافتهاند، کاربردهای جدیدی را در حوزههایی مانند معماری، تولید قطعات خودرو، تجهیزات پزشکی و حتی پوشاک ارائه دادهاند. به عنوان مثال، استفاده از فیلامنتهای قابل تجزیه زیستی در پزشکی میتواند در تولید موادی که در بدن انسان قابل استفاده هستند، مثل استنتهای قلبی یا ایمپلنتها، انقلابی ایجاد کند.
سخن پایانی و خلاصهای از آنچه گفته شد
پرینت سه بعدی در طی سالها با بهرهگیری از فیلامنتها و مواد پلیمری مختلف توانسته است در صنایع گوناگون از جمله پزشکی، خودروسازی، و معماری جایگاهی ارزشمند کسب کند. توجه به تنوع فیلامنتها و شناخت ویژگیهای آنها، نقش کلیدی در بهبود کیفیت و کاربردهای پرینت سه بعدی دارد. فیلامنتها در قلب فناوری پرینت سه بعدی قرار دارند و دانش دقیق در مورد آنها، امکان دستیابی به نتایج بهینه را فراهم میآورد. این ماده اصلی نه تنها بر کیفیت نهایی چاپ تأثیر میگذارد بلکه بر توانایی تحقق ایدهها و نوآوریها در عرصههای متنوع نیز تأثیر دارد.



بسیار مقاله ی خوبی بود. با تشکر.
بهترین فیلامنت پرینتر سه بعدی برای چاپ گیف های شرکتی چیه؟ که جلوه داشته باشه و چشم رو خیره کنه؟
سلام
برای گیفت ها و هدایای شرکتی فیلامنت PLA را توصیه می کنیم، زیرا اولا پاسخگوی انتظارات از یک هدیه می باشد، زیرا یک گیفت قرار نیست در معرض شرایط عملکردی خاص مثل دمای بالا یا ضربه یا تنش مکانیکی بالا یا سایش قرار بگیرد
بنابراین PLA برای آن کار کفایت می کند.
ضمن اینکه در گیفت که نیاز به رنگ بندی و صافی سطح خوب است، PLA این خوبی را دارد که رنگبندی موجود از این ماده بسیار زیاد است و به دلیل پرینت ساده تر، صافی سطح قابل قبولی داشته و قطعه تولید شده با آن به نظر تمیز تر از سایر مواد می آید.
ممنون از مقاله ی خوب. من مشکلی در استفاده از فلامنت سه بعدی دارم و اونم اینه که موقع پرینت به سطح نمیچسبه و کنده میشه. میشه لطفا راهنمایی کنید چه تنظیماتی رو باید رعایت کنم؟ فیلامنت abs استفاده کردم و دستگاهم کیتک آلفا 20 هست. ممنون
سلام
ممنون از دیدگاه شما
اصولا دستگاه های محفظه باز و غیر صنعتی را برای پرینت متریال های غیر از PLA توصیه نمی کنیم
برای پرینت متریال ABS دستگاه پرینتر سه بعدی وندار 350 پرو را توصیه می کنیم که میز کار با هیتر صنعتی و محفظه گرم دارد
ولی با این اوصاف شما باید سعی کنی اول دمای میز کار خودتون رو به صورت یکنواخت کنترل کنید و دمای آن را تا حدود 80 یا 90 درجه برسانیدو نکته دیگر اینکه باید از چسب مخصوص استفاده کنید. این چسب برای ABS همان حلال بعلاوه خود متریال ABS می باشد
البته چسب های دیگری نیز وجود دارد
باز هم اگر موفق نشدید می توانید در تنظیمات پرینت از RAFT یا OOZ Shield استفاده کنید
از انواع فیلامنت پرینت سه بعدی، به پشنهاد شما محکم ترین جنس برای ساخت یک قطعه بدنه تجهیزات پزشکی چی است ؟
سلام و احترام، برای تجهیزات پزشکی معمولا فیلامنت abs در دستگاه محفظه گرم را پیشنهاد میدهیم.
از انواع فیلامنت ها، مقاوم ترین فیلامنت در مقابل گرما و حرارت برای پرینت سه بعدی چیست ؟
با سلام، فیلامنت پلی آمید ، PEEK و ABS توانایی مقاومت به دمای بالا برای پرینت سه بعدی را دارند. شرکت آی دیزاین، فیلامنت ABS با مقاومت دمایی حدود 80 درجه سانتیگراد برای ساخت بدنه دستگاه ها در تیراژ پایین پیشنهاد میدهد.
سلام.خسته نباشید، انواع فیلامت پیشنهادی برای ساخت قطعات تزئینی چیست؟
سلام در قطعات تزئینی مهم ترین نکته رنگ قطعات می باشد، لذا برای این کار، فیلامنت PLA پیشنهاد میشود. فیلامنت PLA دارای بیشترین تنوع رنگی در بین انواع فیلامنت ها است.
آیا فیلامنت طرح چوب هم موجود است ؟
بله، به صورت سفارشی میتوان تهیه کرد.
آیا فیلامنت هایی که در بازار به عنوان فیلامنت فلز یاد میشوند، خواص مکانیکی خوبی دارند؟
فیلامنت هایی که در بازار به عنوان فیلامنت فلزی فروخته میشوند، در واقع مخلوطی از پلاستیک و فلز هستند و خواص مکانیکی آن بیشتر شبیه پلاستیک می باشد.اگر قصد تولید قطعه فلزی دارید باید از روش های دیگر پرینت سه بعدی استفاده نمائید.