

در مقاله مشکلات رایج پرینترهای سه بعدی (بخش اول و بخش دوم) به بررسی لیست خطاهای پرینتر سه بعدی و روش های برطرف سازی 18 مورد اول پرداختیم. در این مقاله به بررسی علت و راه حل مشکلات زیر خواهیم پرداخت.
19- تغییر جهت و مکان لایه ها
20- پرش و لایه های گم شده
21- تراکم داخلی ضعیف
22- تراکم داخلی بدشکل
23- ریترکشن ناهماهنگ
24- حبابی شدن
25- مشاهده تراکم داخلی از بیرون
26- خراش روی لایه بالایی
27- وجود شکاف و سوراخ روی قطعه
19- تغییر جهت و مکان لایه ها
از علائمی که نشان دهنده این خطا است می توان به تغییر در جهت و تراز نبودن لایه ها اشاره کرد. متأسفانه چنین مسائلی ممکن است به طور تصادفی اتفاق بیفتد.
تغییر جهت و مکان لایه ها
نحوه رفع مشکل :
-
کاهش سرعت پرینت سه بعدی
تلاش برای چاپ با سرعت بالا باعث پرش موتورها شده و در نتیجه لایه پرینت سه بعدی شده جابجا می شود. سعی کنید سرعت خود را کاهش دهید. تنظیمات جهش و شتاب را نیز بررسی کنید.
-
بررسی آزاد بودن فیلامنت پرینت سه بعدی
وجود یک گره خوردگی در فیلامنت روی قرقره ممکن است سبب توقف حرکت اکسترودر شده باشد که به نوبه خود باعث جابجایی لایه ها می شود.
-
روانکاری پرینتر سه بعدی
اگر روی یک محور اصطکاک مکانیکی داشته باشید نیز ممکن است این اشکال رخ دهد. حرکت آزادانه چاپگر در امتداد این محور را بررسی کنید، قطعات مکانیکی مانند میله های صاف، پیچ های سربی یا ریل ها را تمیز و روغن کاری کنید و یاتاقان های شکسته را بررسی کنید.
-
تسمه ها و قرقره ها را چک کنید
شل بودن تسمه ها یا سفت نشدن صحیح قرقره ها باعث جابجایی لایه ها می شود زیرا میزان حرکت مورد نیاز به دست نمی آید. بنابراین، تسمه (ها) مربوط به محور ها را بررسی کرده و در صورت لزوم مطابق با مشخصات سازنده پرینتر سه بعدی خود سفت کنید. همچنین بررسی کنید که آیا تمام قرقره ها به درستی به شفت های موتور برای محور مورد نظر سفت شده اند یا خیر. معمولاً موتورهای NEMA یک طرف صاف روی شفت موتور دارند، بهتر است قرقره خود را در مقابل این سمت صاف محکم کنید. به منظور افزایش قدرت موتور، Vref را برای این استپر موتور افزایش دهید.
20- پرش و لایه های گم شده
این مشکل یکی خطاهای رایج در پرینت سه بعدی است، اگرچه این مشکل می تواند یک علامت هشدار اولیه اکستروژن ناکافی نیز باشد. به احتمال زیاد لایه ای از بین نرفته است، اما به دلیل یک مشکل مکانیکی در محور Z این خطا رخ داده است. علائم این خطا را می توان به راحتی با اکستروژن ناکافی یا جدایی لایه اشتباه گرفت.

پرش و لایه های گم شده
نحوه رفع مشکل:
- کاهش سرعت حرکت محور Z در تنظیمات نرم افزار اسلایسر
- مطمئن شوید که محور Z شما می تواند آزادانه حرکت کند. در برخی موارد، اگر فیلامنت به آرامی از قرقره باز نشود، حرکت محور Z را مسدود کرده یا در راه اندازی اکسترودر درایو مستقیم، موتور اکسترودر ممکن است اکسترودر را به سمت بالا منحرف کند.
- محور Z خود را بررسی کنید، میله های صاف، ریل ها، پیچ سربی و غیره را تمیز و روغن کاری کنید و به دنبال یاتاقان های شکسته بگردید. اگر خطا دقیقاً در همان لایه در چاپ های مکرر رخ دهد، ممکن است مشکل خم شدن یا نامرتب بودن پیچ سرب باشد.
- تنظیمات شتاب و جهش را در محور Z بررسی کنید.
- رزولوشن دقیق محور Z را بررسی کنید (استپ موتور و تنظیمات پیچ انتقال) و ارتفاع لایه را برای استفاده از استپ های کامل تنظیم کنید. گاهی اوقات، یک لایه 0.12 میلی متری بهتر از یک لایه 0.1 میلی متری چاپ می شود.
- اگر پرینتر سه بعدی شما یک کیت DIY (خودت انجامش بده) تازه مونتاژ شده است، به رفتار میکرو استپینگ درایورهای استپر خود نگاه کنید. اگر این دستگاه از پیش ساخته شده است، برای پشتیبانی سخت افزاری با سازنده تماس بگیرید.
21- تراکم داخلی ضعیف
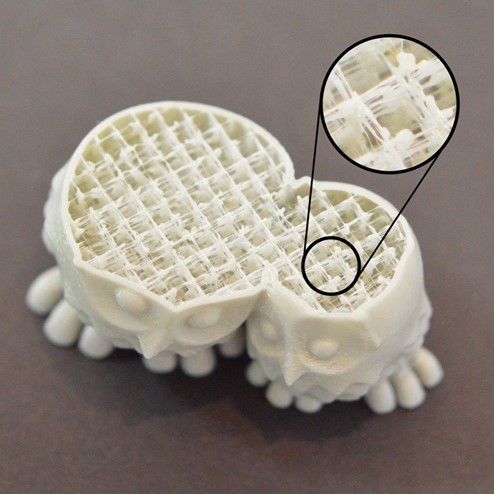
این مشکل یکی خطاهای رایج در پرینت سه بعدی است، اگرچه می تواند یک علامت هشدار اولیه اکستروژن ناکافی نیز باشد. در این حالت خطوط تراکم داخلی ضعیف و از نظر ظاهری اسفنجی به نظر می رسد. این مشکل اغلب به دلیل تنظیمات نادرست رخ می دهد. اگرچه ممکن است این خطا تأثیری بر سطح خارجی قطعه پرینت سه بعدی شده نداشته باشد و در نهایت قطعه نهایی با کیفیتی داشته باشید، اما قطعه از استحکام پایینی برخوردار است.
پرش و لایه های گم شده
نحوه رفع مشکل:
-
کاهش تنظیمات اکستروژن
اکثر نرم افزارهای اسلایسر به طور خودکار سرعت پرینت سه بعدی خطوط تراکم داخلی را افزایش می دهند یا از ضریب/عرض اکستروژن بزرگتر نسبت به خطوط معمولی استفاده می کنند. این پارامتر اغلب با اعمال یک ضریب به تنظیمات عمومی چاپگر سه بعدی شما تنظیم می شود. بنابراین یا تنظیمات کلی اکستروژن و یا اصلاح کننده اینفیل را یافته و آن را کاهش دهید.
-
افزایش دما در پرینت سه بعدی با سرعت بالا
ممکن است دمای پرینت سه بعدی برای سرعت چاپ انتخاب شده پایین باشد. چاپ سریعتر یا چاپ با نرخ اکستروژن بالاتر به دمای بیشتری برای ذوب مقدار مناسب پلاستیک نیاز دارد. دمای پرینت را هر بار به میزان 5 درجه سانتی گراد افزایش دهید و فرایند پرینت را تا زمان دستیابی به نتیجه مناسب تست کنید.
-
کاهش ارتفاع لایه
اگر از ارتفاع لایه ای استفاده کنید که برای نازل یا اکسترودر شما خیلی زیاد باشد، با مشکلات پرینت سه بعدی مواجه خواهید شد. حداکثر ارتفاع لایه نباید از 75 درصد اندازه نازل تجاوز کند.
22- تراکم داخلی بد شکل
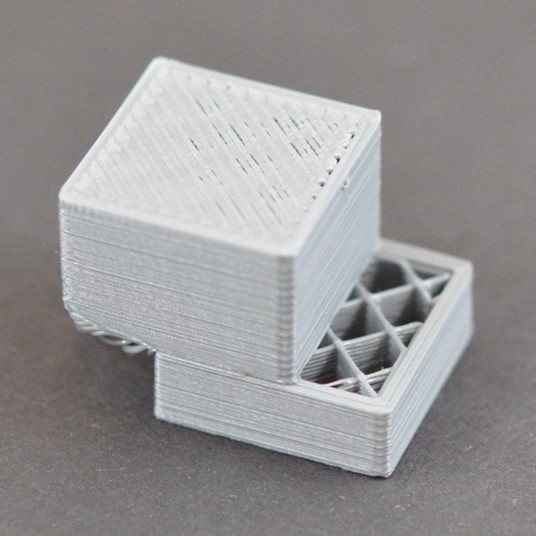
خطوط تراکم داخلی معمولاً در یک الگوی معمولی مانند یک شبکه یا ساختارهای لانه زنبوری چاپ می شود. اگر مشاهده کردید که خطوط تراکم داخلی تغییر شکل داده است، چند مورد باید بررسی شود. این خطا نیز یکی دیگر از خطاهای رایج پرینت سه بعدی است که می تواند نشانه اولیه ای برای بدتر شدن در اثر اکستروژن ناکافی باشد. در زمان وقوع این خطا، الگوی تراکم داخلی بد شکل به نظر می رسد. تنظیمات باید مورد بررسی قرار گیرند و ممکن است به ساپورت اضافی نیاز باشد.
نحوه رفع مشکل:
-
کاهش سرعت چاپ خطوط تراکم داخلی
در اکثر نرم افزارهای اسلایسر، خطوط تراکم داخلی با بالاترین سرعت چاپ می شود، این در حالی است که خطوط کلی کندتر چاپ می شوند. بنابراین اولین جایی که متوجه سرعت چاپ بسیار بالا می شویم، اغلب خطوط تراکم داخلی است. سرعت چاپ خود را به تدریج کاهش دهید، این کار را تا زمان دستیابی به نتیجه مناسب و برطرف شدن مشکل ادامه دهید.
-
افزایش ضخامت اکستروژن خطوط تراکم داخلی
ضخامت اکستروژن خطوط تراکم داخلی ممکن است از عملیات پرینت سه بعدی قبلی روی مقدار کمتری تنظیم شده باشد. این پارامتر را روی 100٪ (یا بالاتر) تنظیم کنید تا ببینید آیا این تنظیم می تواند کمک کننده باشد یا خیر.
-
افزایش دمای پرینت سه بعدی
سعی کنید دمای چاپ را افزایش دهید. چاپ سریعتر مستلزم افزایش دمای چاپ برای فراهم کردن امکان ذوب پلاستیک کافی در زمان است. در ابتدا به میزان 5 درجه سانتیگراد دما را افزایش دهید.
-
سفت کردن تسمه ها و قرقره ها
تسمهها یا قرقره های شل میتوانند عامل ناتوانی چاپگر در انجام تغییرات در سرعت های بالاتر باشند، که میتواند منجر به تغییر شکل الگوهای اینفیل شود، به خصوص اگر اینفیل شامل زوایای تیز باشد. تسمه ها و قرقره ها را سفت کنید تا این مشکل متوقف شود.
23- ریترکشن ناهماهنگ
در زمان مشاهده این مشکل ممکن است بخواهید کیفیت قطعه پرینت سه بعدی شده را با سنباده زدن یا برش بخش های اضافی بهبود بخشید. اگرچه این یک راه حل خوب محسوب می شود، اما پیشگیری همیشه بهترین راه برای رفع مشکلات پرینت سه بعدی است. در این مشکل نیزمشابه رشته ای شدن، در نواحی که فیلامنت نباید تزریق شود، رشته اضافی روی چاپ خود خواهید دید. محدودیتی برای حداکثر میزان ریترکشن وجود دارد. اگر پس از به حداکثر رساندن تنظیمات ریترکشن، همچنان نشانه هایی از ریترکشن ناکافی مشاهده میکنید، موارد دیگری را باید در نظر بگیرید.
نحوه رفع مشکل :
-
استفاده از ریترکشن های non-stationary در نرم افزار اسلایسر
در تنظیمات نرم افزار اسلایسر، ریترکشن استاندارد در زمانی که اکسترودر متوقف شده است اتفاق می افتد که می تواند منجر به تزریق و رسوب مواد اضافی روی مدل شود. ایده استفاده از جمع کننده های غیر ثابت این است که در حالی که نازل هنوز در حال حرکت است ریترکشن رخ دهد که ممکن است نتایج را بهبود بخشد.
-
استفاده از restart distance متفاوت
این تنظیم در نرم افزار های اسلایسر پیشرفته تر ارائه شده است. یک طول قابل تنظیم از فیلامنت در زمان ریترکشن و قبل از حرکت، از نازل عقب کشیده می شود. پس از تکمیل حرکت، قبل از شروع مجدد چاپ واقعی، همان طول به داخل نازل فشار داده می شود. تغییر restart distance به شما امکان می دهد بر آنچه در پایان حرکت اتفاق میافتد تأثیر بگذارید. از طول restart distance طولانی تری برای جبران موادی که در طول حرکت تزریق شده اند استفاده کنید. یا از طول restart distance کوتاهتر (یا منفی) استفاده کنید تا فیلامنت کمتری نسبت به ریترکشن اولیه به عقب برگردانید.
-
روشن کردن فن های خنک کننده
هر چه دمای چاپ شما بالاتر باشد، احتمال تزریق فیلامنت پرینت سه بعدی در طول توقف اکسترودر بیشتر است. بنابراین، در صورت شک، سعی کنید فن های خنک کننده را روشن کنید. هر بار با کاهش 5 درجه سانتیگراد دما را کاهش داده و تست را انجام دهید تا به نتیجه مطلوب دست یابید.
-
تعویض قرقره فیلامنت
برخی از فیلامنت ها بیشتر از بقیه مستعد رخ دادن این مشکل هستند. همه برندها به یک اندازه خوب چاپ نمی شوند. این موضوع برای انواع مختلف فیلامنت نیز صادق است. احتمال رشته ای شدن فیلامنت PETG بیشتر از فیلامنت پرینت سه بعدی ABS است.
24- حبابی شدن
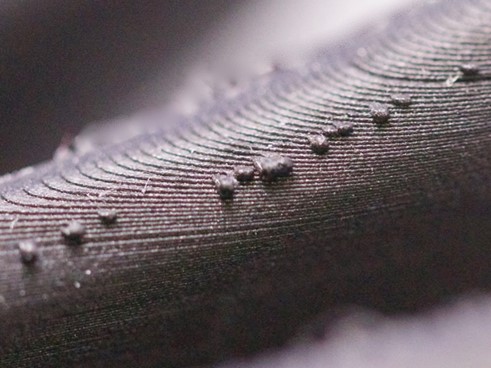
وجود حباب روی قسمت بیرونی مدل شما می تواند به طور جدی بر ظاهر قطعه پرینت سه بعدی شده تأثیر بگذارند. مشاهده حباب یکی دیگر از موارد فیلامنت اضافی روی چاپ شما هستند. در این حالت مقدار فیلامنت اضافی فقط در برخی از مناطق چاپ اتفاق می افتد. علت وقوع این مشکل تنظیمات ریترکشن نادرست است.
حبابی شدن
نحوه رفع مشکل :
-
ویژگی Z-hop
Z-Hop (بالا رفتن نازل قبل از ریترکشن یا حرکت) ، یک ویژگی بسیار محبوب در اکثر اسلایسرهای امروزی است که می تواند حباب ها را درست در نقطه ریترکشن ایجاد کند. دو راه برای انجام این کار وجود دارد: افزایش ریترکشن یا غیرفعال کردن Z-hop.
-
ویژگی Z-Scar
در نقطه ای که تغییر لایه اتفاق می افتد، یک لکه کوچک ظاهر می شود که به اصطلاح Z-scar نامیده می شود. همیشه نمی توان با تنظیم ریترکشن، Z-scar را به طور کامل از بین برد، اما نرم افزار های اسلایسر پیشرفته گزینه هایی را در جایی که Z-scar ظاهر می شود در اختیار شما قرار می دهند. پیشفرض معمولاً این است که Z-scar بهطور تصادفی یا جایی که اسلایسر تصور می کند ظاهر می شود. معمولاً اگر خودتان مکان خاصی را برای Z-scar انتخاب کنید، چاپ تمیزتری خواهید داشت. همچنین انتخاب یک مکان خاص برای Z-scar از پاشیدن حباب ها در سراسر چاپ جلوگیری کرده و آنها را در یک خط مستقیم در امتداد محور Z محدود می کند.
-
فرورفتگی
اگر فیلامنت پرینت سه بعدی شما رطوبت بیش از حدی را جذب کرده باشد، حباب ها در مکان های تصادفی روی سطح چاپ شما ظاهر می شوند. بخار ایجاد شده در داخل نازل باعث می شود که فیلامنت در زمان های تصادفی چاپ شود که پلاستیک اضافی را بیرون می ریزد و سپس به دلیل عدم وجود فیلامنت در نازل، فرورفتگی ایجاد می کند). سعی کنید فیلامنت پرینت سه بعدی را قبل از چاپ خشک کنید تا از هر گونه فرورفتگی در اثر رطوبت جلوگیری کنید.
25- مشاهده تراکم داخلی از بیرون
اگرچه شاید نامطلوب ترین مشکل نباشد، اما قطعاً مشاهده خطوط تراکم داخلی روی قطعه خوشایند نیست. در نگاه اول، ممکن است حباب های موجود دقیقاً شبیه حباب های استاندارد در اثر اکستروژن نامناسب باشند. در نگاه دوم، متوجه خواهید شد که حباب های موجود در واقع با الگوی تراکم داخلی مطابقت دارد. حباب ها معمولاً در نتیجه انقباضاتی که در آن نقاط رخ می دهد تشکیل می شوند. همچنین ممکن است مجبور شوید تنظیمات خود را بررسی کنید.

مشاهده تراکم داخلی از بیرون
نحوه رفع مشکل:
- استفاده از ضخامت بیشتر برای دیواره ها جهت جلوگیری از نفوذ خطوط تراکم داخلی
- پرینت سه بعدی دیواره پیش از چاپ خطوط تراکم داخلی
- از آنجایی که حباب ها معمولاً در نتیجه ریترکشن رخ می دهند، بهینه سازی تنظیمات ریترکشن و همچنین کالیبره کردن پارامترهای اکستروژن اولیه به جلوگیری از وقوع این مشکل کمک خواهد کرد.
- کاهش مقدار همپوشانی تراکم داخلی در اسلایسر نیز کمک کننده خواهد بود.
26- خراش روی لایه های بالایی
گاهی تشخیص این که خطا واقعاً یک خراش است یا این خط ناشی از تزریق فیلامنت از نازل بر روی سطح بالایی در حین حرکت می باشد دشوار است. خراش طولانی قابل مشاهده در لایه بالایی، ناشی از برخورد نازل با لایه بالایی در هنگام حرکت است. به احتمال زیاد، ضخامت لایه در آن ناحیه زیاد بوده و یا چاپ تاب برداشته است و به همین دلیل نازل در حرکت آن را خراش داده است.
نحوه رفع مشکل:
- یک روش، حل مشکل اکستروژن بیش از حد یا تاب برداشتن است.
- روش دیگر استفاده از ویژگی Z-Hop اسلایسر است.
- از گزینه combing در نرم افزار اسلایسر استفاده کنید. با انتخاب این گزینه نازل به جای عبور مستقیم از روی چاپ در امتداد طرح حرکت می کند، و در نتیجه اغلب از این مشکل کاملاً جلوگیری می شود.
27- وجود شکاف و سوراخ روی قطعه
این مشکل یک خطای رایج و احتمالاً یکی از واضح ترین مشکلات پرینت سه بعدی است و دلایل زیادی برای مشاهده شکاف در چاپ وجود دارد. همه موارد ذکر شده در این بخش را بررسی کنید تا علت دقیق را بیابید.

وجود شکاف و سوراخ روی قطعه
نحوه رفع مشکل:
1- وجود شکاف یا حفره در لایه بالایی
شکاف یا حفره در لایه بالایی زمانی اتفاق می افتد که سعی می کنید یک لایه جامد را روی یک شبکه اینفیل با درصد تراکم پایین چاپ کنید. بسته به درصد تراکم داخلی و ارتفاع لایه، ممکن است نیاز به لایه های زیادی باشد تا سطح بالایی به طور کامل بسته شده و سطحی زیبا و صافی ایجاد کند. به عنوان یک قانون کلی، حداقل 1 میلی متر برای لایه بالایی در نظر بگیرید. بنابراین، اگر با ارتفاع لایه 0.2 میلی متری چاپ می کنید، حداقل از 5 لایه بالایی استفاده کنید. راه های دیگر برای کاهش این خطاعبارتند از:
- سرعت چاپ را کاهش، یا سرعت فن را افزایش دهید.
- از درصد تراکم داخلی بالاتری استفاده کنید. پر شدن بیشتر به معنای شکاف های کوچکتر می باشد که پوشاندن آنها راحت تر است.
- یکی دیگر از دلایل احتمالی وقوع این خطا اکستروژن ناکافی است. برای رفع آن به بخش اکستروژن ناکافی مراجعه کنید.
2-وجود سوراخ ها و شکاف ها در گوشه های کف
این خطا زمانی رخ می دهد که یک سطح افقی با سطح شیبدار برخورد می کند. شکاف ایجاد شده از نظر ماهیت مشابه شکاف یا حفره در لایه بالایی است. دلایل احتمالی زیادی برای این خطا وجود دارد، در اینجا لیستی از علل و راه حل های این مشکل آورده شده است:
- اکستروژن ناکافی می تواند باعث ایجاد سوراخ و شکاف شود. ضریب اکستروژن یا نرخ تغذیه را افزایش دهید.
- ممکن است علت این خطا ضخامت کم لایه های بالایی باشد. تعداد لایه های بالایی را افزایش دهید تا حداقل ضخامت 1 میلی متر چاپ کنید.
- اگر علت این خطا چاپ با دمای بالا است، دمای پرینت را کاهش دهید تا پلاستیک سریعتر در جای خود قرار گیرد.
- ممکن است علت سرعت بالای چاپ باشد، در این حالت سرعت چاپ را کاهش دهید. این روش باعث می شود پلاستیک اکسترود شده قبل از عبور بعدی نازل بیشتر خنک شود.
- ممکن است سرعت فن خنک کننده کافی نباشد. در صورت امکان، سرعت فن خنک کننده را افزایش دهید. بررسی کنید که سرعت فن برای ماده پرینت سه بعدی مورد استفاده مناسب باشد.
- در صورت پایین بودن درصد تراکم داخلی، افزایش این پارامتر کمک کننده خواهد بود. همچنین حداقل طول اینفیل را در نرم افزار اسلایسر کاهش دهید.
- ممکن است علت خطا همپوشانی بسیار کم اینفیل و دیواره ها باشد. همه نرم افزار های اسلایسر می توانند میزان همپوشانی اینفیل با خطوط و دیواره های قطعه در حال چاپ را تعیین کنند. این پارامتر را افزایش دهید.
- ریترکشن بیش از حد نیز باعث وقوع این مشکل می شود. بنابراین این پارامتر را کاهش دهید.
3- وجود شکاف بین اینفیل و دیواره ها
اگر شکاف بین اینفیل و دیواره ها در اولین لایه رخ دهد، به احتمال زیاد فاصله نازل تا بستر به درستی تنظیم نشده است. در واقع احتمالاً فاصله نازل و صفحه ساخت بسیار زیاد است. اگر این خطا در لایه های بالاتر رخ دهد:

وجود شکاف بین اینفیل و دیواره ها
- این خطا ممکن است در نتیجه چاپ خیلی سریع باشد، سعی کنید عملیات چاپ را با سرعت پایین تری انجام دهید.
- این خطا می تواند ناشی از اکستروژن ناکافی باشد. به بخش خطای اکستروژن ناکافی مراجعه کنید.
- احتمال دیگر، تنظیمات اکستروژن اشتباه در اسلایسر شما است.
- ضریب اکستروژن را در نرم افزار اسلایسر افزایش دهید.
- طول اکستروژن را در نرم افزار اسلایسر افزایش دهید.
- تنظیمات همپوشانی را افزایش دهید.
4- شکاف بین دیوارهای نازک
این خطا یک مشکل رایج هنگامی است که دیواره های نازکی که ضخامت آن ها مضربی از قطر نازل نباشد را چاپ می کنید، که در نهایت باعث ایجاد شکاف و کاهش استحکام ساختاری دیواره می شود. به طور مثال اگر می خواهید دیواری با ضخامت 0.9 میلی متر را با نازل 0.4 میلی متری چاپ کنید، ممکن است نرم افزار اسلایسر از 2 خط 0.4 میلی متری استفاده کند و شکافی به اندازه 0.1 میلی متر باقی بگذارد. بنابراین در هنگام طراحی دیواره های نازک، همیشه ضخامت دیواره را مضربی از قطر نازل در نظر بگیرید.
- اگر نرم افزار اسلایسر شما گزینه دیوار نازک دارد، از این گزینه استفاده کنید.
- عرض خط یا مقدار خطوط را به گونه ای تنظیم کنید (نه لزوماً افزایش) تا نرم افزار اسلایسر مجبور شود دیوار را متفاوت بسازد.
- میتوانید ضریب اکستروژن خود را افزایش دهید تا شکاف را با اکسترود بیش از حد عمدی ببندید.
- همچنین می توانید قطر نازل باریک تری را در تنظیمات اسلایسر خود نسبت به آنچه که واقعاً روی دستگاه نصب کرده اید تنظیم کنید.
در صورت تمایل میتوانید فایل PDF این مقاله را در قسمت زیر دانلود و با ذکر منبع مورد استفاده قرار دهید. 



ثبت ديدگاه